

Фрезерование закрытых полостей требует от технолога особого мастерства и точного расчета. В статье мы подробно разбираем, как эффективно удалять стружку из глубоких окон и защитить инструмент от перегрузок в узких местах. Узнайте, какие методы врезания и траектории помогут вам выпускать детали безупречного качества без лишних затрат.
В металлообработке карманом называют полость, ограниченную стенками и дном. Обычно это посадочное место под подшипник или технологическая выборка в корпусе. Если же размеры углубления исчисляются миллиметрами, мастера используют термин «кармашек». Такие миниатюрные элементы часто встречаются в литьевых пресс-формах и мелких матрицах.
Создание даже простого на вид окна требует от технолога решения трех серьезных проблем:
- Первая — как эвакуировать стружку. В закрытом объеме она не вылетает под действием центробежной силы, а скапливается на дне. Это провоцирует пакетирование и заклинивание фрезы, что неизбежно ведет к поломке режущих кромок.
- Вторая проблема — скачки нагрузки. Фреза идет плавно только на прямых участках. Как только она заходит в радиус, угол обхвата резко возрастает. Инструмент начинает «зарываться», возникают удары и дробление.
- И третье — дефицит жесткости. Для глубоких выборок инструмент приходится выпускать на значительную длину. Из-за большого вылета возникает отжатие, которое нарушает точность размеров и портит чистоту поверхности.
Безопасные стратегии погружения фрезы в карман
Главная беда при врезании в глухой карман — отсутствие свободного пространства. В центре торца фрезы линейная скорость резания стремится к нулю, поэтому инструмент не снимает стружку, а буквально скребет заготовку.
Это вызывает сильный нагрев и осевое давление, которое может «отжать» оправку или перегрузить шпиндель. Без предварительного отверстия фреза оказывается запертой.
В итоге мы получаем экстремальные нагрузки и риск сломать инструмент еще до начала основной работы. Нужна грамотная стратегия входа, которая сохранит дорогую фрезу.
Методы погружения
На производстве используют несколько тактик врезания под конкретную задачу.
Прямое врезание
Вертикальное движение по оси Z — самый суровый способ. Его применяют только для фрез, у которых режущие зубья доходят до центра торца. Но даже в этом случае метод считается аварийным. Стружка пакетируется под инструментом, создавая огромное трение. Такое погружение оправдано на пластике или алюминии при малой глубине, когда места в кармане совсем нет.
Наклонное врезание
Вход под углом, или рампа, позволяет заходить в металл по пологой линии. Получается своего рода движение по пандусу. Нагрузка распределяется на боковые и торцевые кромки равномерно, а отходы резания свободно вылетают из зоны обработки. Это самый популярный способ в цехах. Он позволяет держать высокую подачу и бережет станок от резких ударов.
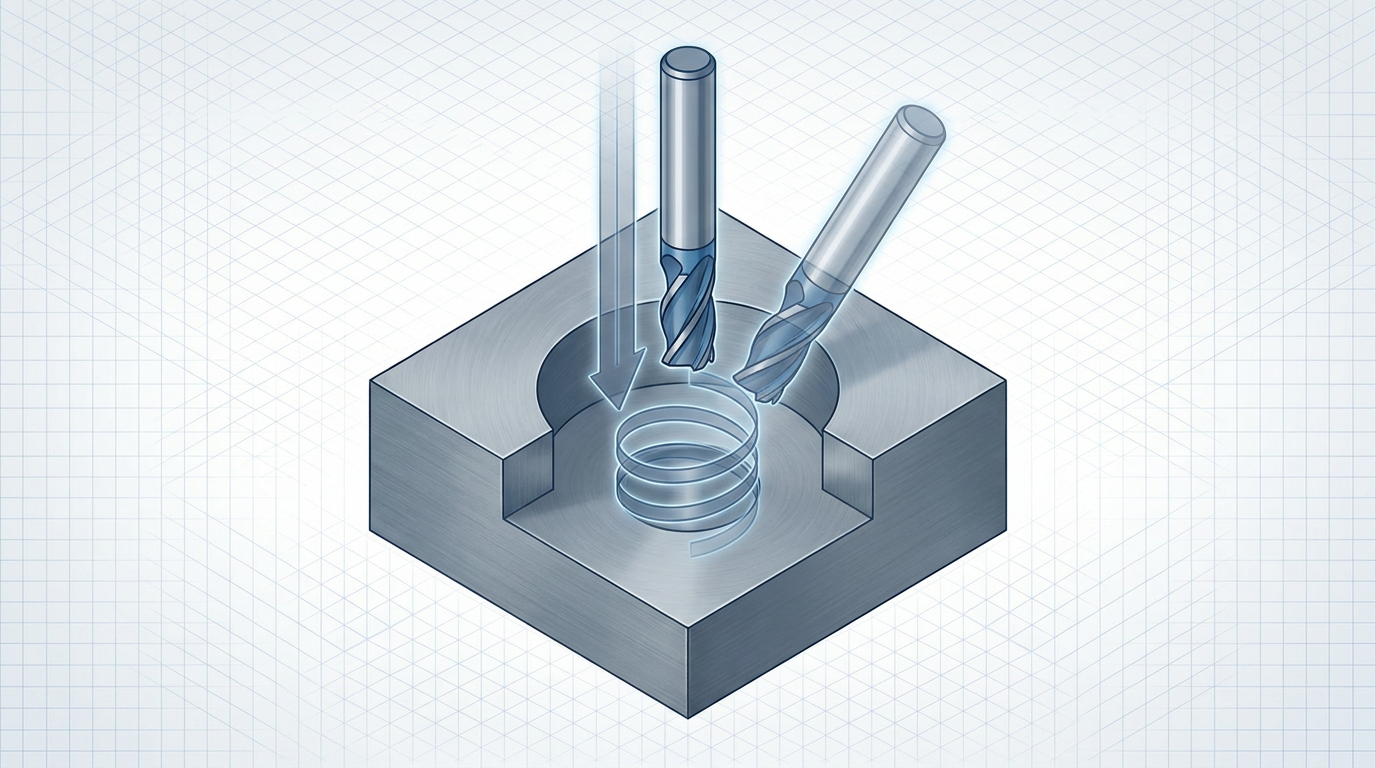
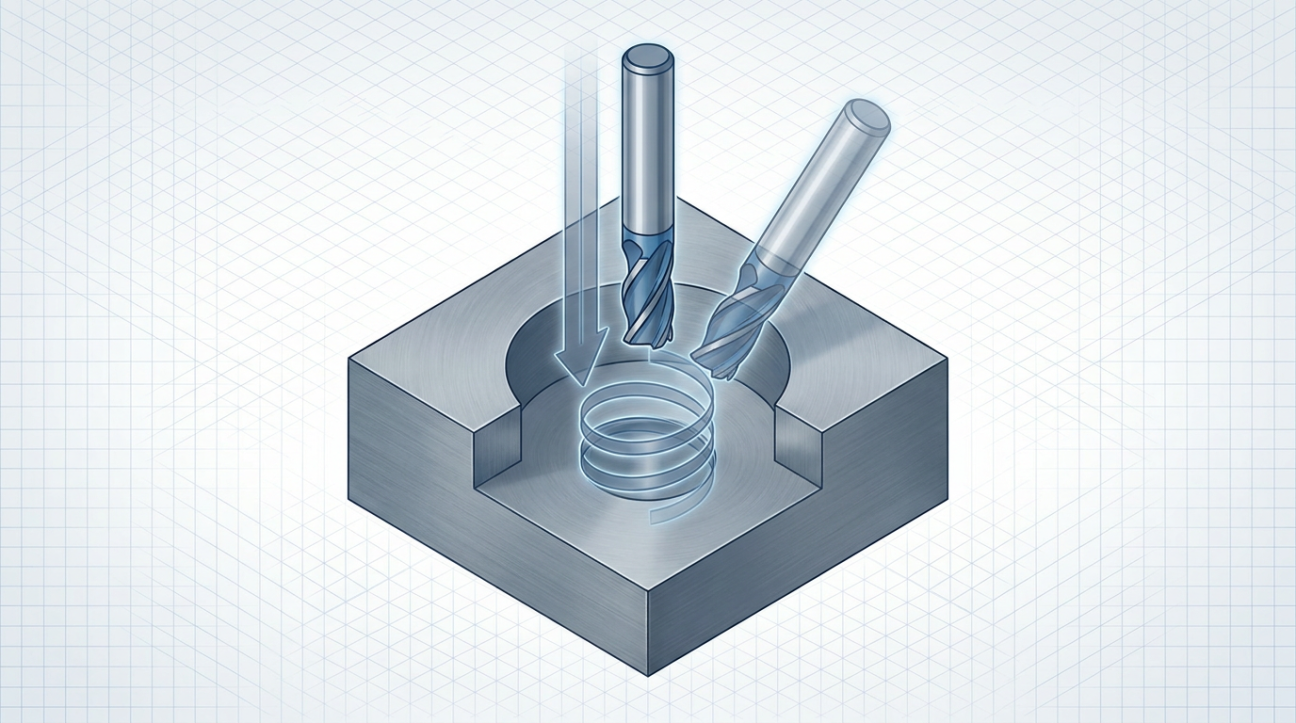
Винтовое врезание
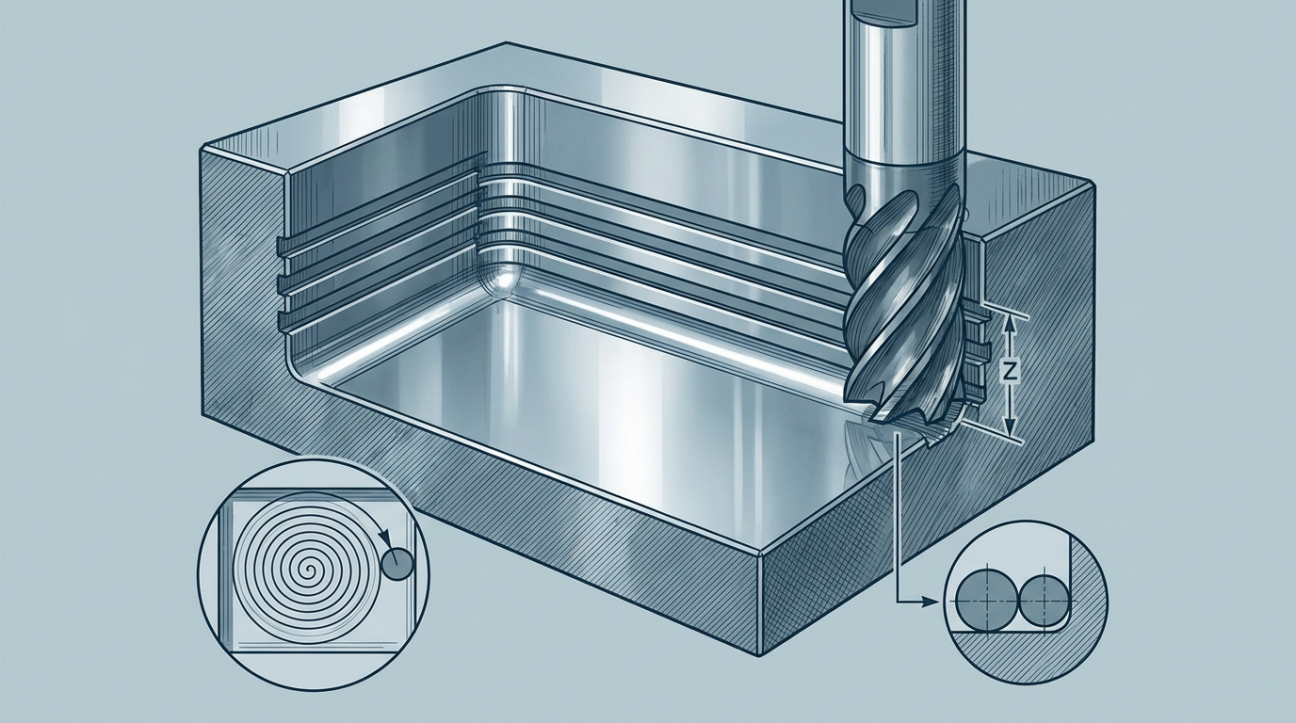
Винтовой вход — это движение по спирали вниз. Такой метод обеспечивает мягкий контакт с материалом и исключает вибрации. Стратегия отлично работает на вязких и твердых сплавах. Спираль часто заменяет предварительное сверление: фреза сама прорезает себе путь, чтобы затем развернуть карман. Если же в центре уже есть грубая выборка, винтовой заход помогает плавно занять позицию и начать чистовую операцию.
Черновая обработка
Черновая стадия — наиболее трудоемкий этап, на котором станок снимает основной массив металла. Главная задача технолога заключается в поиске такого пути для фрезы, который позволит быстро очистить полость и при этом сохранит инструмент в рабочем состоянии.
Обход контура по эквидистанте
Самый старый и понятный способ — фреза движется по траекториям, которые в точности повторяют форму стенок будущего кармана. Режущая часть просто смещается от края к центру или наоборот, слой за слоем выбирая лишний материал.
Сильные стороны метода
Такой подход любят за наглядность и легкость настройки. Стенки после прохода выглядят однородными, что облегчает финальную доводку. Эквидистанта отлично подходит там, где не нужна высокая скорость или сложная геометрия.
Риски и ограничения
Главная угроза — врезание в углах, когда угол обхвата резко возрастает и инструмент оказывается зажатым материалом со всех сторон. В такие моменты возникают удары, которые быстро тупят кромку и могут повредить шпиндель.
Чтобы избежать поломок, приходится ограничивать подачу, а значит, терять время. Любое лишнее усилие может стоить фрезы. Особенно осторожно нужно работать с твердыми или хрупкими сплавами.
Применение петлевой траектории
Чтобы уйти от рывков в углах, технологи применяют петлеобразные заходы. Фреза движется по дугам, плавно переходя от одного витка к другому, что напоминает разматывающуюся пружину.
Положительный эффект
Такой подход бережет механику станка. Фреза мягко «входит» в металл, подача остается равномерной, а закругленные контуры делают обработку быстрее и безопаснее. Углы перестают быть местом риска для застревания фрезы.
Слабые места стратегии
Петлевой проход часто оставляет на поверхностях небольшие «гребешки» металла разного размера. Они создают переменные нагрузки при чистовой операции, из‑за чего может пострадать точность размеров.
Если карман слишком узкий, петлям не хватает места для разворота. Инструменту приходится совершать множество лишних движений на одном месте, что снижает общую эффективность. В таких случаях стратегия теряет свои преимущества перед простым обходом.

Высокоэффективная обработка на всю глубину
Сегодня для сложных деталей все чаще применяют стратегию High Efficiency Milling (HEM), или трохоидальное фрезерование. Фреза работает как лезвие, которое срезает узкую полоску металла (радиальное врезание ae)на всю глубину кармана (осевая глубина ap). Скорость резания может быть в три‑четыре раза выше обычной, потому что инструмент не перегружается.
Выгоды внедрения
При фрезеровании инструмент движется по дуге и на мгновение выходит из контакта с заготовкой. Этого достаточно, чтобы стружка покинула зону резания, а кромка остыла. Тонкая стружка уносит тепло, поэтому и деталь, и инструмент остаются холодными даже при высокой скорости.
Постоянное усилие резания снижает риск поломки. Оператор может спокойно обрабатывать глубокие окна с длинным вылетом инструмента без вибраций и звона. Этот метод стал главным решением для цехов, работающих на максимальную производительность.
Технические сложности
Для HEM нужен современный контроллер, который способен быстро обрабатывать поток данных. Старые станки не успевают выполнять тысячи мелких движений и начинают «дергаться», что портит поверхность. Кроме того, частые микроускорения и торможения по осям ускоряют износ ходовых винтов станка.
Попутное и встречное фрезерование в карманах

Карман — это не открытая плоскость. Здесь инструмент постоянно входит в контакт с материалом и выходит из него, огибает углы, подходит к стенкам. Выбирая направление резания, технолог контролирует нагрузку, чтобы не перегружать ни фрезу, ни заготовку.
При попутном резании инструмент движется в ту же сторону, куда направлено его вращение. Фреза как бы набегает на заготовку. Встречное фрезерование работает наоборот: зубья идут против хода подачи. В первом случае стружка получается толстой в начале и тонкой в конце. Во втором — ее толщина нарастает постепенно. Эти два процесса создают разную нагрузку на шпиндель и по-разному распределяют тепло в зоне резания.
Нюансы для карманов
Работа в ограниченном объеме заставляет учитывать риск затирания стружки и вибрацию тонких перегородок.
Использование попутки
Для чистовых проходов лучше выбирать попутный ход. Он обеспечивает минимальную шероховатость и требует меньше усилий от станка. Зуб сразу снимает основной слой и меньше трется о металл, а значит, инструмент меньше нагревается. Это оптимальный вариант для скоростной обработки сталей и алюминиевых сплавов.
Основной минус — ударный вход в материал. На деталях с твердой поверхностью это может привести к выкрашиванию кромок, поэтому в таких зонах нужно быть осторожнее.
Где лучше работает встречка
Встречное фрезерование выручает, когда деталь склонна к деформациям. Если вы обрабатываете ребра жесткости или тонкие стенки, попутный метод может их погнуть. Встречка же создает силу, которая прижимает заготовку к опорной поверхности, что делает процесс стабильнее.
Без встречного хода не обойтись на станках с ручным приводом или изношенными передачами. Он выбирает зазоры в винтовых парах, исключая самопроизвольное затягивание стола под фрезу, которое часто приводит к поломкам дорогой оснастки.
Метод незаменим, если на поверхности есть окалина или ржавчина. Зуб подрезает твердую корку со стороны чистого металла и сохраняет остроту заточки на черновых этапах.
Оптимизация процесса в CAM-системах
Современные программы умеют сочетать оба подхода в одном цикле. Система анализирует геометрию кармана и меняет стратегию в зависимости от зоны. На прямых участках используется попутное резание для чистоты, а в узких местах софт переходит на специальные траектории. Это помогает сохранить постоянную нагрузку и избежать «звона» в углах, что повышает качество готовой детали.
Углы — зона риска
При фрезеровании карманов углы — это узкое место, которое ограничивает общую скорость. В этих точках физика процесса меняется настолько резко, что требуются специальные меры защиты от поломок.
Обработка углов и контроль скорости
Замедление в поворотах — базовое правило для любого производства. В момент смены направления сопротивление заготовки резко прыгает. Без правки подачи инструмент получает удар, который быстро тупит режущую кромку. Если работать в таком режиме постоянно, металл «устает», и фреза лопается в самый неподходящий момент. Плавный ход бережет и станок, и бюджет предприятия.
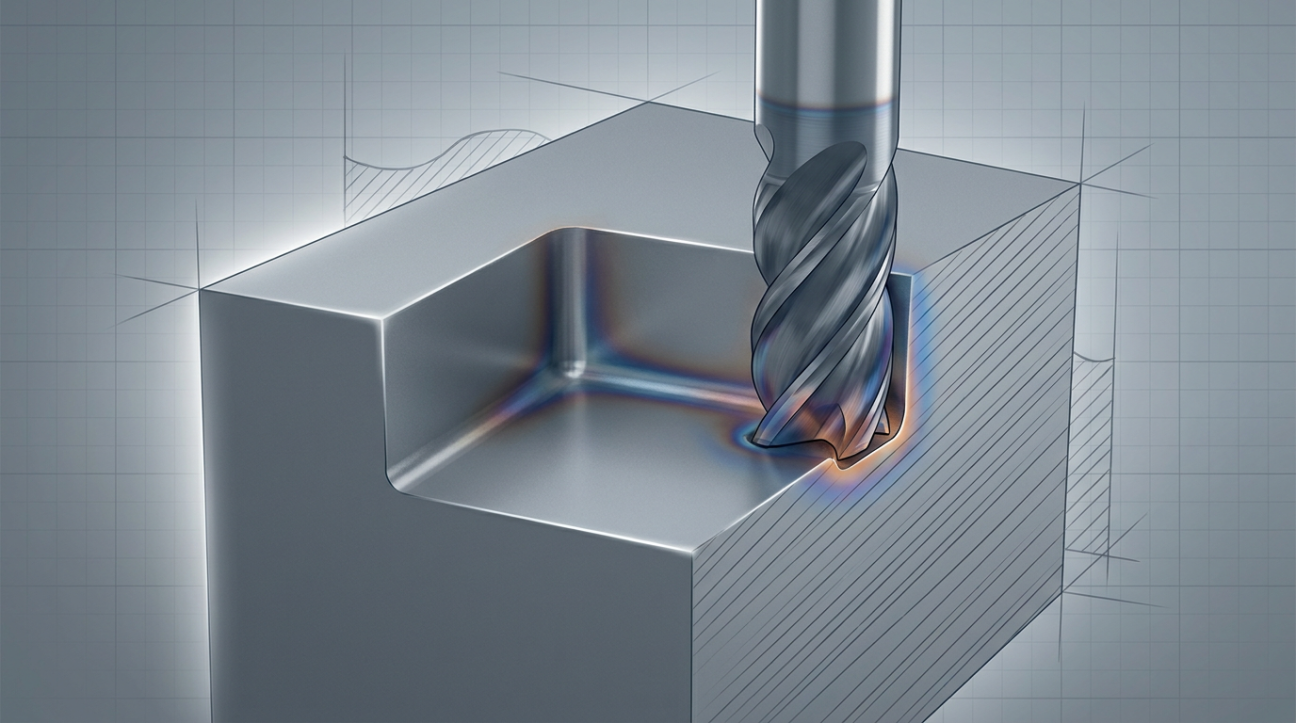
Геометрия пятна контакта
Работа фрезы напрямую зависит от угла: чем он острее, тем шире область касания с металлом. На прямолинейном участке фреза касается детали только на 30–40% своей окружности. Зубьям хватает этого промежутка, чтобы остыть во время вращения.
На внутреннем радиусе картина меняется. Фреза оказывается «зажатой» и в пиковый момент работает в режиме глубокого паза, хотя по программе продолжает идти вдоль контура. Сила резания увеличивается пропорционально этому контакту. Если подача остается высокой, канавки переполняются стружкой, забиваются, и фреза резко перегревается.
Способы решения
- Программная настройка
Самый распространенный способ борьбы — подбор характеристик в CAM-системе. Обычно это галочка в меню перехода (Corner slowdown) и значение радиуса, с которого начинается торможение. Например, можно задать правило: при входе в сектор менее 2 мм снижать скорость до 50%. Автоматика будет притормаживать на поворотах и разгоняться на прямых.
- Геометрический маневр
Иногда проще обмануть геометрию, чем бороться с ее последствиями. Вместо того чтобы вести кончик фрезы строго по линии, программист создает «петли» входа и выхода. Инструмент заходит в угол не под прямым углом, а по дуге, немного отступая от стенки.
Это позволяет выбирать припуск не за один проход, а за два, причем каждый раз инструмент соприкасается только с одной стороной кармана.
Такой подход особенно эффективен при чистовой операции, где качество поверхности стоит на первом месте.
- Подбор инструмента
У стандартных моделей канавка для отвода стружки глубокая, а сердцевина тонкая. Под нагрузкой такой стержень работает как пружина — скручивается и изгибается. Если предстоит работа с карманами, где много крутых поворотов, лучше выбрать вариант с усиленной сердцевиной. У такой фрезы повышенная жесткость, за счет которой она проходит сложные участки без вибраций.
Важно соблюдать меру: слишком толстое «тело» фрезы уменьшает пространство для вылета отходов. Поэтому для узких мест лучше всего подходят модели с неравномерным распределением зубьев — они эффективно гасят дрожание и не дают инструменту «запеть».
Чистовая обработка
После того как основной массив металла удален, наступает время чистовых проходов. На этом этапе важно снять остатки припуска и обеспечить идеальное соответствие чертежу.
Чистовые траектории
В современных программах путь инструмента делят на зоны. Так можно подобрать свой метод для каждой поверхности кармана.
- Обработка стенок по уровням (Constant Z)
Для глубоких колодцев с отвесными стенками лучше всего подходит метод Constant Z. Фреза делает полный круг на фиксированной глубине, а затем опускается чуть ниже. Этот способ исключает отжим инструмента и лишние вибрации. Оснастка снимает тонкую стружку слой за слоем, что гарантирует точность и аккуратный вид по всей глубине кармана.
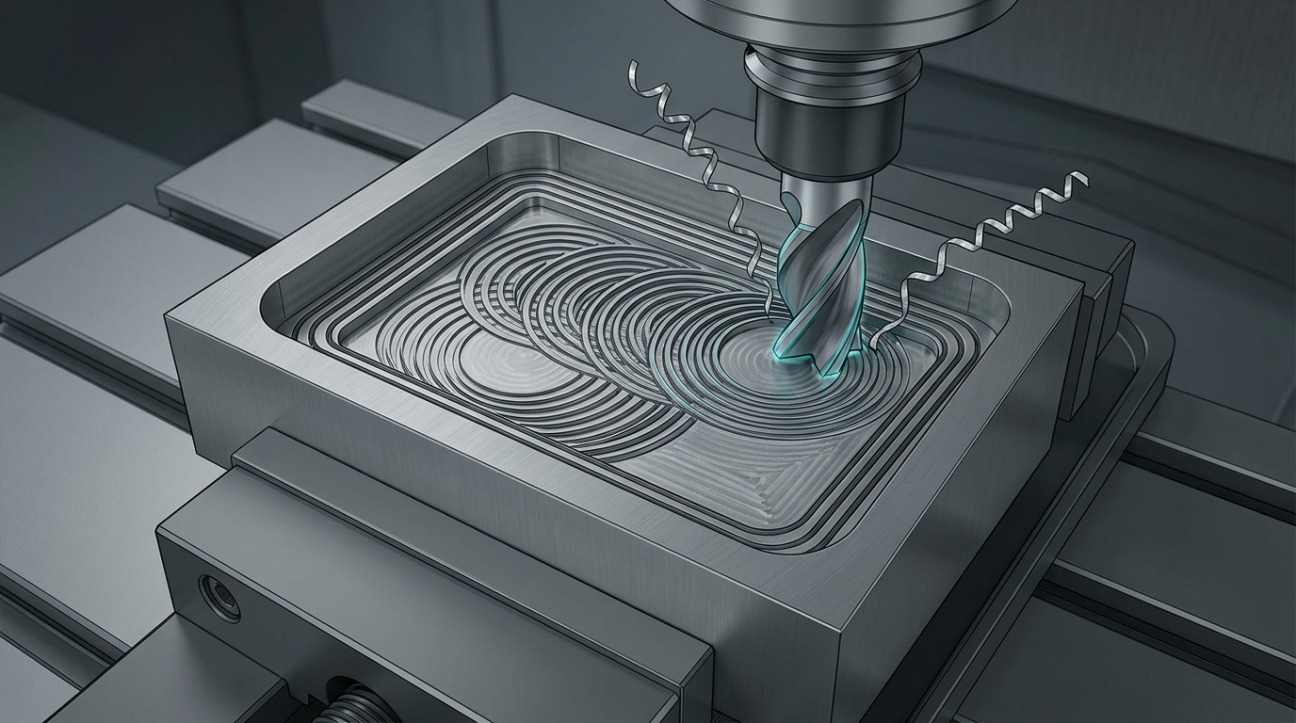
- Фрезерование дна по спирали (Raster/Spiral)
Когда речь заходит о дне, подход меняется. Здесь применяется растровая или спиральная обработка. Растр — это параллельное перемещение фрезы из стороны в сторону. Спираль — движение по раскручивающейся траектории от центра наружу. Спиральный путь предпочтительнее для высокоскоростной обработки: он обеспечивает плавный вход в материал и не создает ударов при смене направления. Так исключаются лишние врезания, которые оставляют некрасивые пятна. В итоге дно получается гладким, без полос, которые мешают плотному прилеганию других деталей.
Расчет межпроходного шага
Любая фреза с радиусом на торце оставляет за собой крошечные бугорки — «остаточный гребень». Высота этих микроступенек (𝒉) зависит от радиуса инструмента (𝑹) и шага между проходами (𝑺).
Чтобы не гадать с качеством, шаг прохода рассчитывают по формуле:
𝑺 = √8*𝑹*𝒉
Пример: Ваша цель — идеально гладкое дно с высотой неровностей 2 микрона (0,002 мм) при радиусе фрезы 4 мм.
Считаем:
𝑺 = √8*4*0,002 = √0,064 = 0,25 мм.
Если увеличить шаг до 1 мм, гребень вырастет до 30 микрон, и поверхность станет визуально «полосатой».
Доработка труднодоступных зон (Rest Milling)
Черновая операция обычно выполняется крупным инструментом ради скорости, но он не может зайти в узкие углы. Решить эту проблему призвана стратегия Rest Milling, или доработка остаточного материала.
Ее суть — интеллектуальный расчет траектории. Система помнит диаметр предыдущей фрезы и вычисляет области, куда она не вписалась. Затем по этим зонам строится путь для финишной фрезы меньшего размера. Теперь не нужно обрабатывать всю полость заново мелким инструментом — станок пройдет только там, где остался лишний металл. Так достигается оптимальное время цикла и высокое качество контура.
Хорошая выборка материала начинается с анализа вводных данных. Габариты кармана и свойства заготовки сами подсказывают оптимальный путь: традиционное послойное фрезерование или современная трохоидальная обработка. Не стоит искать одну «волшебную кнопку» в программе — лучший результат дает индивидуальный подбор стратегии под конкретный инструмент.
В современной обработке важнее всего плавность. Если фреза не встречает резких препятствий в углах, то не перегревается и служит в разы дольше. Когда нагрузка на зуб остается одинаковой, инструмент работает предсказуемо. Именно такая спокойная работа без перегрузок позволяет выпускать детали стабильно высокого качества.
Вектор развития технологий направлен на «умное» производство и использование искусственного интеллекта. Программы научатся в реальном времени следить за тем, что происходит в зоне резания. Адаптивные алгоритмы будут сами подправлять движения фрезы, опираясь на данные с датчиков станка. Это сделает обработку металла максимально простой и полностью контролируемой.








