Даже идеально настроенный станок не спасает от брака, если работа идет при плохом освещении. Неправильный свет утомляет глаза быстрее, чем многочасовая смена, превращая мелкие дефекты в невидимых врагов. Разбираемся, как грамотно выстроенная система освещения становится надежным союзником ОТК и снижает количество возвратов продукции.
Брак, который обнаруживается уже на складе покупателя, обходится заводу слишком дорого. И часто виноват не столько человеческий фактор, сколько обстановка, в которой работает контролер. Если на поверхность металла падает недостаточно света, даже опытный специалист может пропустить риску или волнистость. В таких условиях сложно выдержать единый стандарт качества выпускаемых изделий.
Правильный свет в цеху позволяет снизить долю пропущенного брака на 30–60%. При хорошей освещенности можно гораздо быстрее и точнее заметить малейшие отклонения от чертежа. Создавая оптимальные условия на рабочих местах, предприятие превращает обычный визуальный осмотр в надежный барьер для некачественной продукции.
От СанПиН до отраслевых стандартов

Свет на производстве часто воспринимают как замену естественному освещению. Но когда речь заходит о качестве продукции, обычной яркости не хватает — нужна точная настройка параметров, прописанная в стандартах.
Нормативная база
Производственное освещение в России опирается на два основных регламента:
- Первый — СП 52.13330.2016. Это обновленный технический свод правил, который объясняет инженерам, как именно нужно проектировать освещение в зданиях. В нем указываются типы светильников, нормы пульсации и равномерности заливки светом рабочего пространства.
- Второй важный текст — СанПиН 1.2.3685-21. Если первый документ больше про технику и расчеты, то санитарные нормы стоят на страже здоровья. Они следят, чтобы глаза рабочего не уставали слишком быстро от мерцания или тусклых ламп. Соблюдение правил гарантирует, что при поиске дефектов по 8–12 часов сотрудник не потеряет остроту зрения из-за стробоскопического эффекта или неправильной цветопередачи. Без выполнения этих условий невозможно построить современную систему контроля качества.
Подводные камни
Существует огромная разница между освещенностью поверхности и тем, что реально воспринимает зрение. Освещенность в люксах — это объем светового потока, который падает на стол. Но глаз видит яркость, которая измеряется в канделах на квадратный метр и зависит от того, насколько сильно деталь отражает лучи.
На участках шлифовки или полировки это становится настоящей ловушкой. Простое увеличение числа светильников часто делает только хуже. Поверхность начинает отражать слишком много света, создавая паразитные пятна. Контролер вынужден постоянно щуриться, из-за чего мелкие изъяны сливаются с общим фоном.
Грамотный подход подразумевает не просто мощность, а выверенный угол падения лучей.
Разряды зрительных работ
Нормативы делят производственные задачи на восемь разрядов точности. Чем меньше деталь, тем выше разряд и тем больше люксов требуется. Если в цехе идет черновая обработка, где точность невелика, достаточно разряда VI–VII с показателем около 200 лк.
Как только начинается финишная доводка, контроль резьбы или осмотр литой детали на предмет раковин, работа переходит в разряды высокой точности (III–IV).
Здесь нормативы требуют от 200 до 750 лк в зависимости от типа системы.
В прецизионных производствах, где работают с микросхемами, оптикой или особо чистыми поверхностями, значения могут достигать 1500–5000 лк. Разряд определяет не только количество светильников, но и их тип, и схему расположения. Точное определение категории работ избавляет производство от лишних трат и позволяет направить ресурсы на те участки, где от эффективности ламп напрямую зависит отсутствие брака в готовых изделиях.
Главный враг качества — тени

На производстве недостаточно просто включить лампы ярче. Чтобы заметить реальный дефект на металле, важно понимать, как свет взаимодействует с формой заготовки и какие зоны он оставляет в темноте.
Маскировка дефектов поверхностей
Тени часто становятся причиной ошибок при контроле. Прямая тень скрывает острые грани и заусенцы, а отраженная — мешает рассмотреть мелкие изъяны. На глянцевой поверхности глаз теряет фокус и не замечает микротрещины. Если на участке проверки много темных зон, качество приемки оказывается под вопросом.
Свет должен проникать во все углубления, чтобы ни одна неровность не пряталась в глубине. Только равномерная освещенность дает уверенность, что изделие полностью соответствует чертежу.
Создание объемной видимости
Когда мы имеем дело с валами или трубами, важно видеть их объем. Плоский потолочный свет убивает форму изделия, делая его визуально «двумерным». Цилиндрическая освещенность позволяет глазу правильно считывать кривизну поверхности. Если этот параметр низкий, контролер может не заметить огранку или эллипсность, которые видны при хорошем боковом свете.
Равномерный поток со всех сторон создает ощущение объема. Специалист легко оценивает поверхность, не вращая деталь в поисках нужного угла.
Принцип трех точек
Чтобы свет стал инструментом контроля, рабочее место оборудуют по принципу трех источников:
- Основной (верхний): Создает базовую освещенность, устраняет провалы в тенях, но не выявляет дефекты сам по себе.
- Боковой (левый/правый): Работает как прожектор и заставляет любую неровность отбрасывать тень. Это делает даже микроскопические царапины контрастными.
- Локальный (задний/нижний): Помогает рассматривать сложные внутренние полости, подсвечивая контуры.
Такая схема заставляет тени работать как увеличительное стекло, подчеркивая малейшие отклонения от формы.
Снижение слепящего эффекта
Прямые блики и избыточная блескость быстро утомляют глаза, вызывают дискомфорт и провоцируют «туннельное зрение». В этом состоянии поле обзора резко сужается: человек видит только центр заготовки, упуская из вида края и углы.
При длительной работе в таких условиях сотрудник устает уже через час. Снижается острота зрения, появляются головные боли. Качество контроля падает не из-за невнимательности человека, а из-за неграмотно спроектированной световой среды.
Освещение должно быть интенсивным, но мягким для глаз. Специальная арматура скрывает источник света, направляя поток только на объект. Когда блики устранены, глаза меньше устают, и точность осмотра сохраняется даже в конце смены.
Спектральный состав и цветопередача

По оттенку металла мы понимаем, как прошла закалка, не перегрели ли мы деталь при шлифовке и ровно ли лег защитный слой. Чтобы глаз не подвел, нужно настроить спектр ламп.
Индекс цветопередачи (CRI/Ra)
Если вы проверяете качество сварки или смотрите, как легла краска, обычные цеховые лампы могут подвести. У стандартных светильников индекс цветопередачи обычно в районе 80 единиц, но для тонкой работы этого мало. Цвета побежалости или едва заметные пятна коррозии требуют значения Ra 90 и выше.
Технически индекс Ra определяет способность источника передавать истинные цвета объектов. При низких показателях спектр оказывается неполным, из-за чего металл кажется серым и невыразительным. Это мешает вовремя заметить начальные стадии ржавчины или пережог. Высокий индекс гарантирует, что глаз получит максимум информации без искажений.
Температура света
Цветовая температура измеряется в Кельвинах (К) и определяет оттенок излучения — от теплого желтого до холодного синего. Этот параметр влияет на концентрацию внимания персонала.
Теплый свет (2700–3000К) больше подходит для зон отдыха, так как он расслабляет зрение и успокаивает. В теплом свете сложно оценить качество сварного шва, так как теряется четкость теней.
Для эффективной проверки оптимален нейтральный или холодный спектр в диапазоне 4000–5000К. Он делает изображение более контрастным, помогая видеть границы и микрорельеф деталей. Но длительная работа под холодными диодами утомляет глаза. Сотрудники должны делать регулярные короткие перерывы, иначе к концу смены накапливается усталость.
Проявление метамеризма
Недорогие лампы не способны передать всю глубину оттенка и часто обманывают зрение из-за метамеризма. Этот эффект искажает цветовую картину: то, что кажется одинаковым, на деле может сильно различаться. В производстве такая иллюзия чревата браком — деталь с отклонением по тону легко принять за идеальную.
Чтобы избежать этих ловушек, на постах ОТК ставят оборудование, сертифицированное для точных задач. Правильный свет сводит к минимуму шанс пропустить брак.
Технологический путь промышленного освещения

Переход от старых технологий к современным решениям в цехах связан не только с экономией. Прежде всего, изменились требования к точности: современный свет позволяет видеть металл без оптических искажений и лишней нагрузки на глаза.
Светодиоды vs люминесцентные лампы
Промышленность долго балансировала между дешевизной люминесцентных ламп и эффективностью новых LED-технологий. Сегодня выбор очевиден в пользу полупроводниковых источников. Главная причина — качество света.
Современные светодиоды превосходят старые лампы по всем ключевым параметрам:
- Экологичность и комфорт
Диоды не содержат ртути, мгновенно включаются и не гудят, что делает работу в цеху психологически спокойнее.
- Стабильность характеристик
В отличие от люминесцентных трубок, которые со временем теряют яркость и меняют спектр, светодиоды сохраняют исходные параметры на протяжении тысяч часов.
- Минимальный нагрев
LED-приборы практически не выделяют тепло в сторону объекта. Их можно располагать вплотную к зоне обработки и не бояться перегреть чувствительную деталь или оснастку.
- Низкий коэффициент пульсации
Старые лампы дневного света работают в паре с электромагнитными дросселями. Это приводит к глубоким колебаниям светового потока — разница между максимумом и минимумом свечения может составлять 30–50% и выше. Формально лампа светит, но фактически она мерцает с частотой 100 Гц.
Визуально человек это не фиксирует, но зрительная система перегружается. Концентрация падает, а на вращающемся оборудовании может возникнуть опасный стробоскопический эффект. Нормативы СанПиН 1.2.3685-21 ограничивают коэффициент пульсации: для сложных технических работ он составляет 10%, а для проверки качества изделий — не более 5%.
Люминесцентные светильники без специальных электронных балластов (ЭПРА) эту планку не держат. Светодиоды с качественным драйвером обеспечивают коэффициент менее 5%, что соответствует санитарным нормам.
Типы светильников по назначению
Одна и та же лампа не может одинаково хорошо работать в разных точках цеха. Поэтому освещение на производстве делят по функциональности.
Общее освещение
Это фон. Задача таких светильников — равномерно залить светом проходы и большие площади. Здесь достаточно 300–500 люкс. Цель — не допустить резких контрастов, когда оператор переводит взгляд с темного прохода на яркую заготовку.
Локальное и акцентное
На самих рабочих местах нужна концентрация света. Зональные источники устанавливаются над станками. Регулируемые кронштейны и подвесы позволяют направить пучок точно в зону обработки. Уровень освещенности здесь поднимают до 750–1500 люкс. Такая яркость позволяет видеть мельчайшие заусенцы или дефекты покрытия, не напрягая зрение.
Инспекционное освещение
Для финального контроля качества существует отдельный класс приборов. Светильники с линзами Френеля создают направленный, строго сфокусированный пучок. Он выхватывает деталь из фона и позволяют оценить геометрию и чистоту поверхности под разными углами.
Защита и условия эксплуатации
Уровень защиты корпуса (IP) зависит от концентрации пыли и влаги. В «грязных» цехах — литейке, зоне штамповки — воздух насыщен графитом, масляным туманом и стружкой. Здесь нужны светильники с высокой степенью защиты (IP65–IP67) и антивандальным исполнением (IK08/IK10, ГОСТ IEC 62262-2015), с ударопрочным стеклом. Иначе абразивная пыль быстро выведет электронику из строя.
В «чистых» зонах, где собирают электронику, главное — сохранение заданного микроклимата и минимизация пыли. Здесь требования к IP ниже, но выше требования к материалам и отсутствию бликов. На участках сборки используют встраиваемые светильники с гладкой поверхностью и защитой IP54, которые легко очищаются и не накапливают статический заряд.
Оптические нагрузки и внимание персонала

На производстве точность и концентрация напрямую связаны с состоянием зрения. Даже опытный специалист начинает ошибаться, если световая среда не учитывает физиологию человека.
Работа аккомодации
Глаз фокусируется на предмете с помощью хрусталика. Управляет им ресничная мышца, которая сокращается, когда мы смотрим на близкие объекты. Этот процесс называют аккомодацией.
Если света мало, качество изображения падает, и мышца вынуждена работать с двойной нагрузкой. Она пытается удержать фокус, но ей это удается с трудом. Через полтора-два часа такая работа приводит к спазму аккомодации — мышца «застывает» в напряжении. Человек чувствует, что глаза стали хуже различать мелкие детали, и начинает чаще протирать глаза, щуриться. Такое состояние снижает качество визуального контроля.

Зоны разной яркости
Свет должен распределяться плавно. Когда рабочая поверхность освещена ярко, а фон вокруг темный, возникает опасный контраст. Глаз не может одинаково хорошо видеть в двух разных условиях одновременно. Зрачок постоянно перестраивается, и это отнимает силы.
Чтобы зрение не уставало раньше времени, разница яркостей между рабочей зоной и фоном не должна превышать соотношение 3:1 (ГОСТ Р 55710-2013). Если этот порог превышен, появляются блики, падает чувствительность к деталям, и контролер тратит больше времени на осмотр каждой детали. Усталость накапливается незаметно, но быстро притупляет бдительность.
Субъективная утомляемость
Не всегда причина усталости — низкий уровень освещенности. Часто люди жалуются на «тусклый» свет даже там, где люксметр показывает норму. Дело в качестве источников света.
Слишком «теплый» желтый спектр расслабляет и вызывает сонливость в разгар смены. Напротив, резкий синий поток создает излишнее напряжение нервной системы. Отдельная угроза — высокая пульсация, о которой мы подробно говорили в предыдущей главе. Когда свет незаметно мерцает, мозг перегружается, пытаясь обработать рваный сигнал. Это приводит к головным болям и быстрой потере концентрации.
Пять шагов к безупречному освещению цеха
Правильно настроенный свет помогает мастеру видеть мельчайшие изъяны металла без лишнего напряжения. Пять простых правил позволят оптимизировать освещение в цеху и сделать процесс контроля прозрачным.
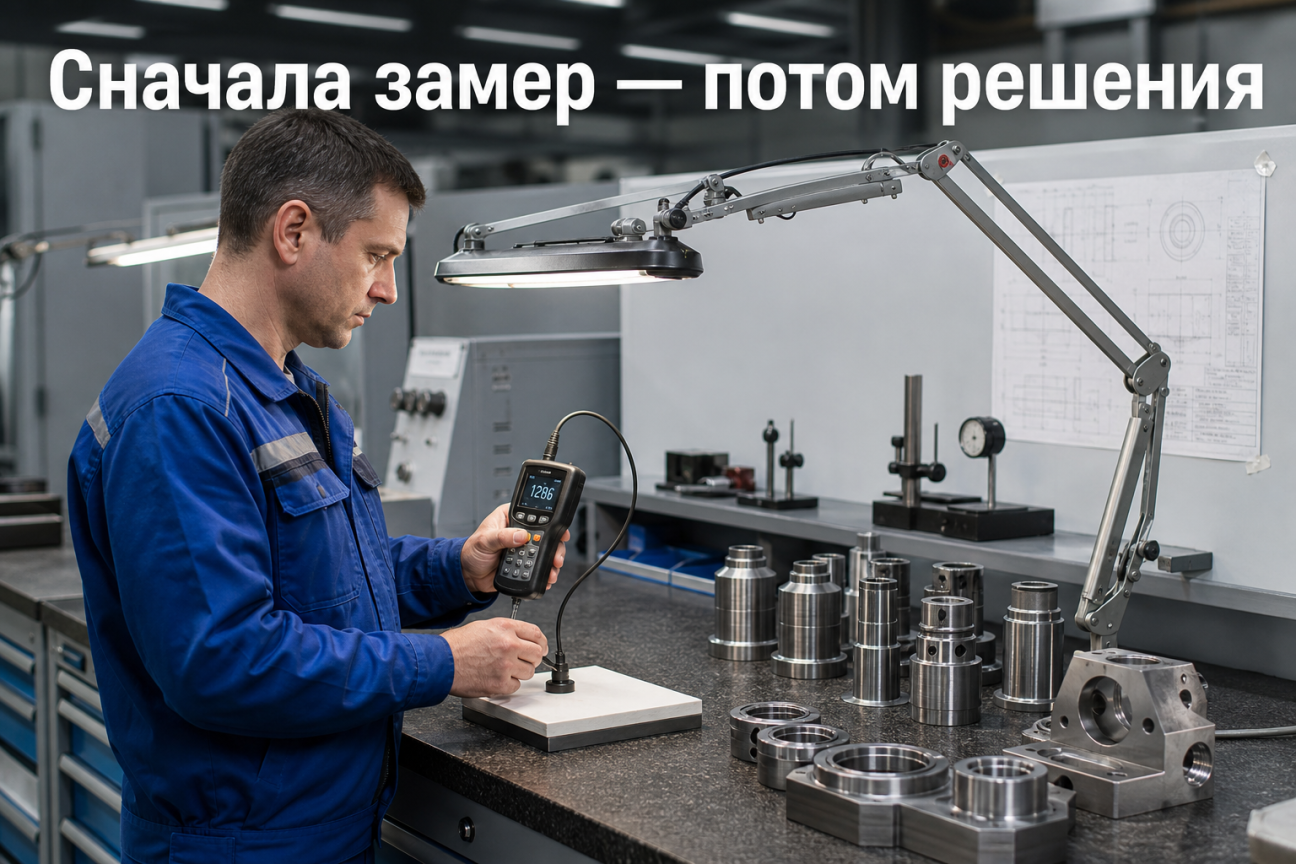
1. Замеряем фактическую освещенность и пульсацию
Без цифр управление качеством превращается в гадание. Берем люксметр и измеряем, сколько люкс реально попадает на рабочую поверхность. Делаем замеры в каждой важной точке производства.
Отдельно проверяем пульсацию. Если лампы мерцают, даже незаметно для взгляда, но прибор показывает выше 10%, зрительная система быстро переутомляется. Усталость — это всегда пропущенные дефекты.
2. Разделяем зоны освещения
В цехе не может быть одного уровня освещенности для всех мест — это дорого и неэффективно. В зонах общего прохода — коридорах и проездах — достаточно 150–200 люкс, чтобы люди и техника двигались безопасно. В секторах контроля нужна высокая локальная подсветка, в два-три раза ярче. Поток над смотровым столом не должен рассеиваться по всему помещению. Иначе создается иллюзия освещенности там, где она не нужна.
3. Подтверждаем безопасность по ГОСТ
Фотобиологическую безопасность на глаз не определишь. Закупая оборудование для мест контроля, требуем протоколы испытаний по ГОСТ IEC 62471—2013. Это особенно важно для светодиодных панелей с холодным светом. Определенные частоты синего спектра при длительном воздействии вызывают фотохимическое повреждение сетчатки. Сертификат подтверждает: излучение диодов не навредит зрению даже в ночную смену.
4. Настраиваем направление света индивидуально
Люди разного роста видят деталь под разными углами. Если светильник жестко закреплен на потолке и направлен только вниз, высокий оператор поймает блики, а низкий — окажется в тени.
Лучше использовать светильники на кронштейнах с регулировкой или гибкие локальные лампы. На каждом рабочем месте должна быть возможность изменить наклон луча в зависимости от типа изделия. Для плоских заготовок подойдет рассеянное освещение сверху, для глубоких отверстий — боковая подсветка под острым углом.
5. Содержим светильники в чистоте
Налет от масла и металлическая пыль быстро превращают мощный светильник в тусклый ночник. Если не протирать плафоны, световой поток за год снизится на 30%. Потребление энергии при этом остается прежним, а на столе становится темно. Простое решение: включаем очистку корпусов в график уборки. Протирка рассеивателей раз в месяц или квартал дает прирост люкс без замены ламп.
Экономия на светильниках часто превращается в невидимые убытки. Когда мастер работает в сумерках, он быстрее устает и начинает допускать промахи. В итоге мизерная выгода на счетах за свет перекрывается затратами на исправление брака и возвраты от недовольных клиентов.
Вложения в качественный свет — это прежде всего вклад в репутацию завода. Если спектр ламп подобран верно и нет мерцания, контроль продукции становится по-настоящему точным. Покупатель всегда ценит товар без изъянов, а добиться такой чистоты поверхности можно только при идеальной видимости.
Для начала перемен не нужны сложные проекты. Проведите быстрый осмотр участков, где идет финальная приемка изделий. Проверьте люксметром столы дефектовщиков и рабочие зоны станков. Это поможет понять, где условия труда мешают вашим сотрудникам выдавать отличный результат.