
Анализируем причины появления заусенцев и способы их устранения. Составили руководство по устранению дефектов и рассказали, чем хороша галтовка и где не обойтись без электрохимической обработки.
В цеху заусенцы часто считаются второстепенным дефектом. О них вспоминают только на финальной сборке или при приемке продукции у заказчика. В результате себестоимость доработки резко возрастает, а график работы производственников нарушается.
С развитием импортозамещения и ужесточением требований к надежности узлов контроль кромок становится все более важным. Статистика показывает: именно заусенец часто приводит к отказу электрики и гидравлики. Оставленный без внимания дефект способен вывести из строя весь механизм, а это — прямые репутационные потери и штрафы.
Физика появления дефекта
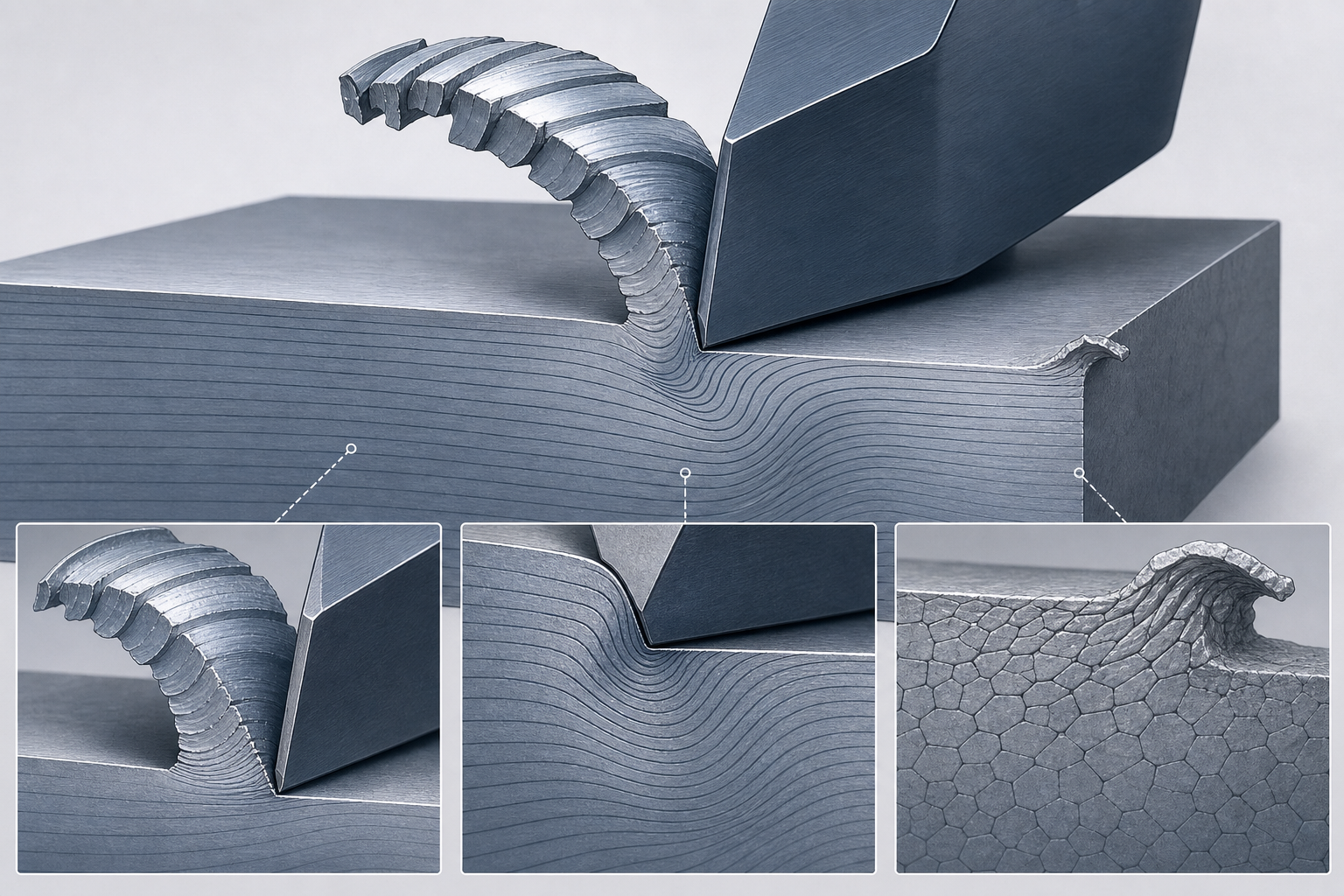
Любой заусенец — это следствие пластической деформации. Дефект классифицируется по методу Берра на 5 типов — от микрозаусенцев, заметных только под микроскопом, до самых крупных с большим корневым основанием.
Появление заусенцев считается естественным процессом. Когда режущая кромка инструмента выходит из зоны контакта, сопротивление материала в приграничном слое падает, и происходит течение металла.
Типы заусенцев:
- Срывной (выходной). Встречается чаще всего. Появляется в момент выхода инструмента из заготовки: перемычка металла не выдерживает усилия резания и отгибается, не успев разделиться.
- Наростообразный. При определенных температурах металл приваривается к режущей кромке и меняет ее геометрию. В итоге вместо чистой поверхности получается рваный край с налипшими частицами.
- Всплывающий. Образуется вдоль траектории движения инструмента в момент схода стружки. Высота такого заусенца зависит от остроты кромки и величины подачи.
Геометрия дефекта определяется характеристиками металла. Вязкие сплавы (малоуглеродистые стали, алюминий) образуют длинные и пластичные заусенцы с большим корневым сечением. Убрать их сложно: они пластичны и легко сгибаются, поэтому их трудно отломить без повреждения тела заготовки. Твердые и хрупкие металлы (чугун, закаленные стали) чаще дают микросколы. Здесь заусенцы получаются небольшими и твердыми. Если их не убирать, они становятся жестким абразивом и повреждают механизм в ходе эксплуатации.

Технологические факторы
Размер и зону образования заусенцев можно откорректировать при выборе правильной технологии реза.
Как направление подачи управляет заусенцем
При встречном фрезеровании толщина стружки растет, и в момент выхода фрезы образуются крупные выходные заусенцы на верхней кромке. При попутном фрезеровании, напротив, стружка уменьшается. Это снижает деформацию верхней грани, а небольшие заусенцы появляются на нижней или боковой кромке. В этой зоне их легче контролировать или удалить последующим проходом.
Подача СОЖ под высоким давлением (около 20–70 Бар) снижает риск появления заусенцев.
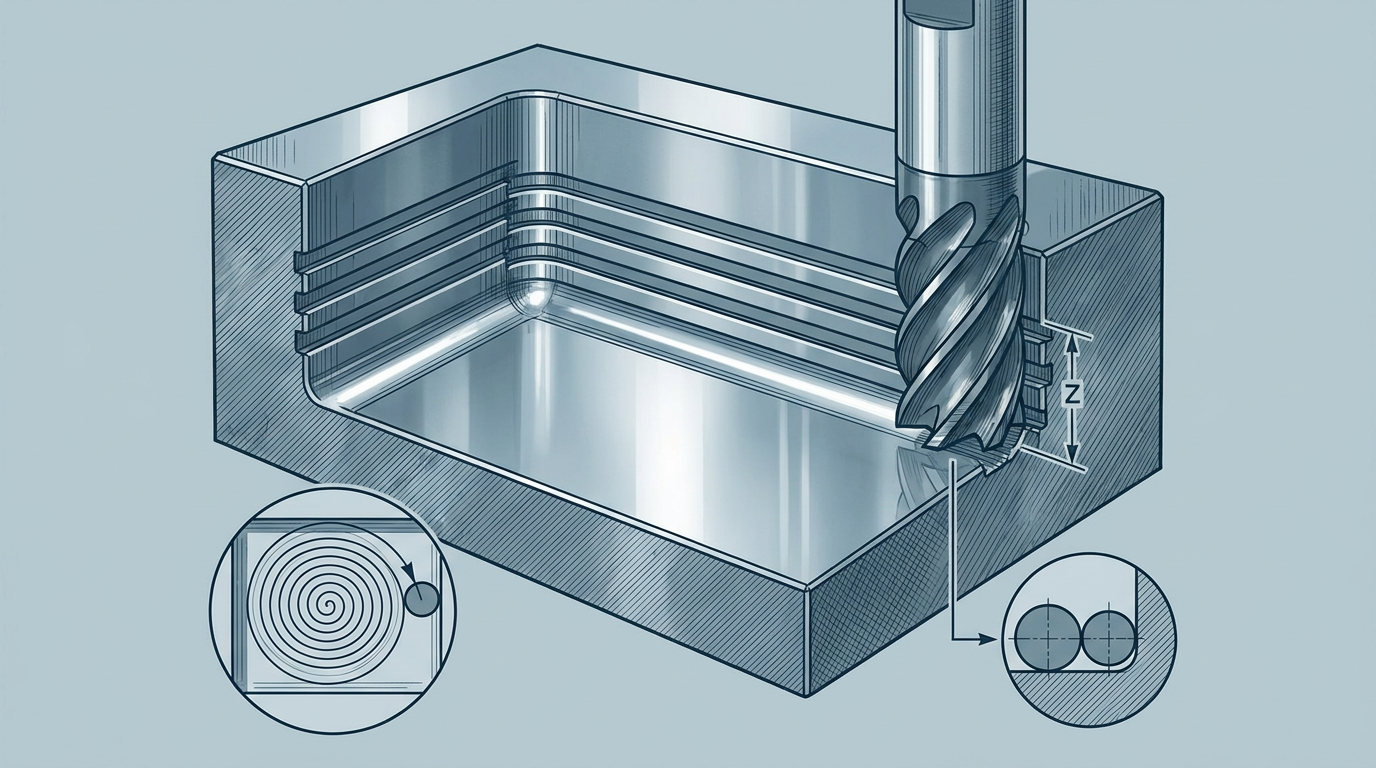
На размеры и тип заусенца влияет заход и выход инструмента. Вместо прямолинейного входа фрезы можно применять:
- Радиусный. Плавное врезание и выход по дуге. Снижает перепады нагрузки и предупреждает образование крупных дефектов на углах.
- Смену направления. Перераспределив вектор резания, оператор оставляет заусенец на той грани, которая будет обработана на следующем этапе техпроцесса. Заусенцы все равно появляются, но на их удаление не нужно тратить дополнительные ресурсы.
- Перекрытие зон. Выбор траектории с напуском в 1–2 мм за край детали автоматически удаляет основную массу пластической деформации.
Правильная стратегия резания позволяет снизить высоту заусенца. Небольшой дефект не всегда требует исправления и может быть переведен в разряд допустимых.
Когда инструмент перестает резать и множит брак
При токарной обработке радиус при вершине резца влияет на чистоту поверхности и появление дефектов. Большой радиус более равномерно распределяет нагрузку, но увеличивает силу резания и оставляет после себя заусенцы с большим корневым сечением. Острый инструмент с небольшим радиусом уменьшает количество и размеры заусенцев. Он отлично подходит для обработки вязких и пластичных сплавов, но излишне чувствителен к вибрациям.
Инструмент всегда должен быть хорошо заточен. Затупленная фреза дает более толстый и трудноудаляемый заусенец за счет эффекта выдавливания металла. Вместо разделения слоев происходит их смятие, а сплав перегревается и течет к свободному краю детали. Усиленное трение в зоне затупленного инструмента формирует локальный наклеп. В результате образуется сверхтвердый крупный заусенец, удаление которого может повредить изделие или привести к выкрашиванию кромок самой детали.
Методология удаления
Удаление металлических заусенцев называется дебурингом. После всех манипуляций поверхность становится гладкой и ровной, пригодной для эксплуатации или дальнейшей обработке.
Ручная зачистка
Даже в автоматизированных цехах заусенцы чаще всего удаляют ручным методом.
| Тип инструмента | Назначение | Риски и ограничения |
| Напильники и надфили | Крупные срывные заусенцы, притупление острых кромок | Оставляют сетку царапин, которые невозможно вывести без потери размеров |
| Скальпели, шаберы, ножи | Тонкие заусенцы на мягких металлах | На вязких металлах быстро тупятся и создают микрозадиры |
| Пневматические шарошки и борфрезы | Массивный облой, зачистка сварных швов | За счет высоких скоростей вращения инструмент часто прыгает и оставляет глубокие забои на чистовых поверхностях |
| Дебурреры (ручные фаскосниматели) | Снятие фасок в отверстиях | Непригодны для работы внутри сложных пересекающихся каналов |
Основная проблема ручной обработки — отсутствие повторяемости. Качество обработанной поверхности зависит от многих факторов. Опыт оператора играет лишь второстепенную роль: эффективность его работы зависит от усталости, типа используемого инструмента и мотивации на результат.
При работе борфрезой или скальпелем велик риск соскальзывания инструмента и повреждения заготовки. Так в ходе устранения дефекта оператор может получить окончательный брак.
Ручная зачистка оправдана только для единичного и мелкосерийного производства, а также для доработки деталей сложной геометрии. Для крупных партий такой способ неизбежно приведет к увеличению себестоимости продукции и снижению ее качества.
Виброабразивная обработка
При виброабразивной очистке (галтовке) заусенцы удаляются за счет трения об абразивное тело в вибрирующем резервуаре. Этот способ идеален для серийного производства мелких и средних деталей, выполненных методом штамповки или литья, а также для выходных отверстий и кромок шестерен.
Общее время галтовки составляет около 10–40 минут. Для обработки используется буксирное, барабанное, магнитное, роторное или вибрационное галтовочное оборудование. Деталь помещается в емкость, в которой находятся галтовочные тела — металлические шарики или керамические гранулы. Выбрав правильную амплитуду и интенсивность колебаний, можно получить идеальную поверхность.
Главным преимуществом метода считается совместимость с деталями различного веса и геометрической формы. За один цикл можно обработать сразу всю партию. Важно помнить, что абразив снимает микрослой металла со всей поверхности изделия, что приводит и к просадке размеров или излишнему скруглению острых кромок. Еще одной проблемой может стать застревание абразива в мелких пазах.
Наиболее современной считается центробежно-ротационная галтовка. Она в 10–20 раз быстрее обычной виброгалтовки и минимизирует время пребывания в агрессивной среде.
Термоимпульсная (термохимическая) обработка
Сжигание дефектов в герметичной камере при высокой температуре, возникающей при химической реакции смеси горючего газа (метана или водорода) и кислорода. В результате микровзрыва заусенец мгновенно плавится и окисляется. Основное тело заготовки остается холодным — импульс длится всего 20–30 мс. После обработки на поверхности металла образуется тонкий слой окалины: ее удаляют очисткой или травлением.
Термоимпульсная обработка оптимальна для изделий, конструкция которых исключает доступ механического инструмента. Это, например, гидравлические или пневматические блоки со множеством пересекающихся отверстий, литые корпусы и детали с внутренними полостями. Метод не подходит для тонкостенных элементов и легкосплавных металлов.
Цикл термоимпульсной обработки занимает менее минуты, гарантирует полное удаление заусенцев, исключает человеческий фактор и риск скрытого брака.
Электрохимический метод
Подразумевает избирательное анодное растворение металла в потоке электролита под действием постоянного тока. Здесь нет прямого контакта инструмента с деталью: заготовка служит анодом, а электрод-инструмент — катодом. Технология подходит для обработки самых сложных деталей, в отверстия и пазы которых невозможен доступ борфрезы или абразива.
Электрохимический метод точечно удаляет заусенцы за счет концентрации тока на участках с минимальным зазором. Это не нарушает общие допуски детали и не затрагивает остальную поверхность. Кроме того, в металле не возникают вторичные напряжения или микротрещины. После цикла необходима многоступенчатая промывка, в противном случае изделие может подвергнуться коррозии.
Метод подходит только для крупносерийного производства: для каждой детали нужна индивидуальная оснастка. При соблюдении этого условия электрохимическая обработка обеспечит идеальную повторяемость и чистоту поверхности.
| Метод обработки | Назначение | Ограничения и риски |
| Ручная зачистка | Единичное и мелкосерийное производство, уникальная геометрия | Нестабильное качество, высокий риск брака из-за человеческого фактора |
| Галтовка | Серийное производство мелких деталей, штамповка, литье | Изменение размеров детали, риск застревания абразива в пазах |
| Термоимпульсная обработка | Детали сложнейшей геометрии с внутренними каналами | Не подходит для тонкостенных деталей и сплавов с низкой температурой плавления |
| Электрохимический метод | Прецизионные изделия, авиация, топливная аппаратура | Дороговизна оснастки, необходимость дополнительной защиты от коррозии |

Экономика и контроль качества
Дефекты всегда становятся причиной роста издержек и негативно сказываются на маржинальности предприятия.
Скрытые потери
Эксплуатация детали с заусенцем может привести к выходу из строя всего механизма. Это касается не только крупных, но и самых мелких дефектов. Со временем этот кусочек металла неизбежно отрывается и блуждает по рабочему узлу. В лучшем случае сверхтвердый фрагмент будет действовать как абразив, в худшем — заклинит механизм. А это приводит к внеплановой замене комплектующих или даже к капитальному ремонту. Еще одной статьей расходов могут стать штрафы от клиента за некачественный товар.
Острые кромки и необработанный облой снижает срок службы защитного слоя — лакокрасочного, гальванического, цинкового или любого другого покрытия. Из-за эффекта поверхностного натяжения и геометрии кромки толщина покрытий в этих зонах всегда минимальна. Даже самое незначительное механическое воздействие приводит к его сколу. Обнаженный металл быстро подвергается коррозии, которая распространяется под слоем краски или напыления, сводя на нет всю антикоррозийную защиту.
В стоимость потерь включают ресурсы на удаление дефектов. Это затраты на ФОТ, инструмент и электроэнергию. Появление заусенцев дешевле минимизировать, чем исправлять.
Методы контроля
Визуального осмотра детали после механообработки недостаточно. Нужно запастись инструментарием:
- Тактильные щупы и калибры. Фиксируют наличие выступающего металла.
- Оптические системы. Используются для осмотра отверстий и полостей, которые невозможно увидеть без разрушения детали.
- Профилометры. Измеряют высоту заусенца.
Проводите систематический мониторинг: записывайте размеры и тип заусенцев для каждой партии, учитывайте параметры резания и состояние станка. Выявив систематические проблемы, вы исправите их причины и устраните брак еще до его появления.
Нормируйте техпроцесс. При проверке заусенцев опирайтесь на стандарт ГОСТ 2.307-2011: он определяет правила указания размеров кромок неопределенной формы. Работники точно будут знать допустимую высоту кромки и применять наиболее подходящий метод для ее коррекции.
С каждым годом набирают популярность комбинированные технологии, обрабатывающие до 80% поверхности каждой детали. Это, например, виброабразив и термоимпульс. Такая комбинация оптимизирует себестоимость продукции и сохраняет прецизионную точность допусков.
Заранее рассчитывайте необходимость исправления заусенцев. При установке радиусов и фасок ориентируйтесь на возможность автоматического удаления заусенца. Это ускорит темпы производства, увеличит качество продукции и спасет от необоснованных затрат.








