
Брак из‑за прижогов и цветов побежалости съедает бюджет и срывает сроки. Каждая испорченная деталь из жаропрочного сплава или стали для высоконагруженных узлов оборачивается потерями в десятки тысяч рублей. Полировка только маскирует дефект: скрытые структурные изменения снижают усталостную прочность и коррозионную стойкость, и в эксплуатации узел может разрушиться в самый неподходящий момент.
В статье разберем, почему даже опытный оператор может пропустить начало перегрева, как освещение влияет на цвет поверхности, и какие комбинации методов контроля (визуальный осмотр, травление, металлография, магнитные замеры) дают стопроцентную точность. Настраиваем подачу СОЖ, выбираем инструменты, диагностируем и исправляем дефекты.
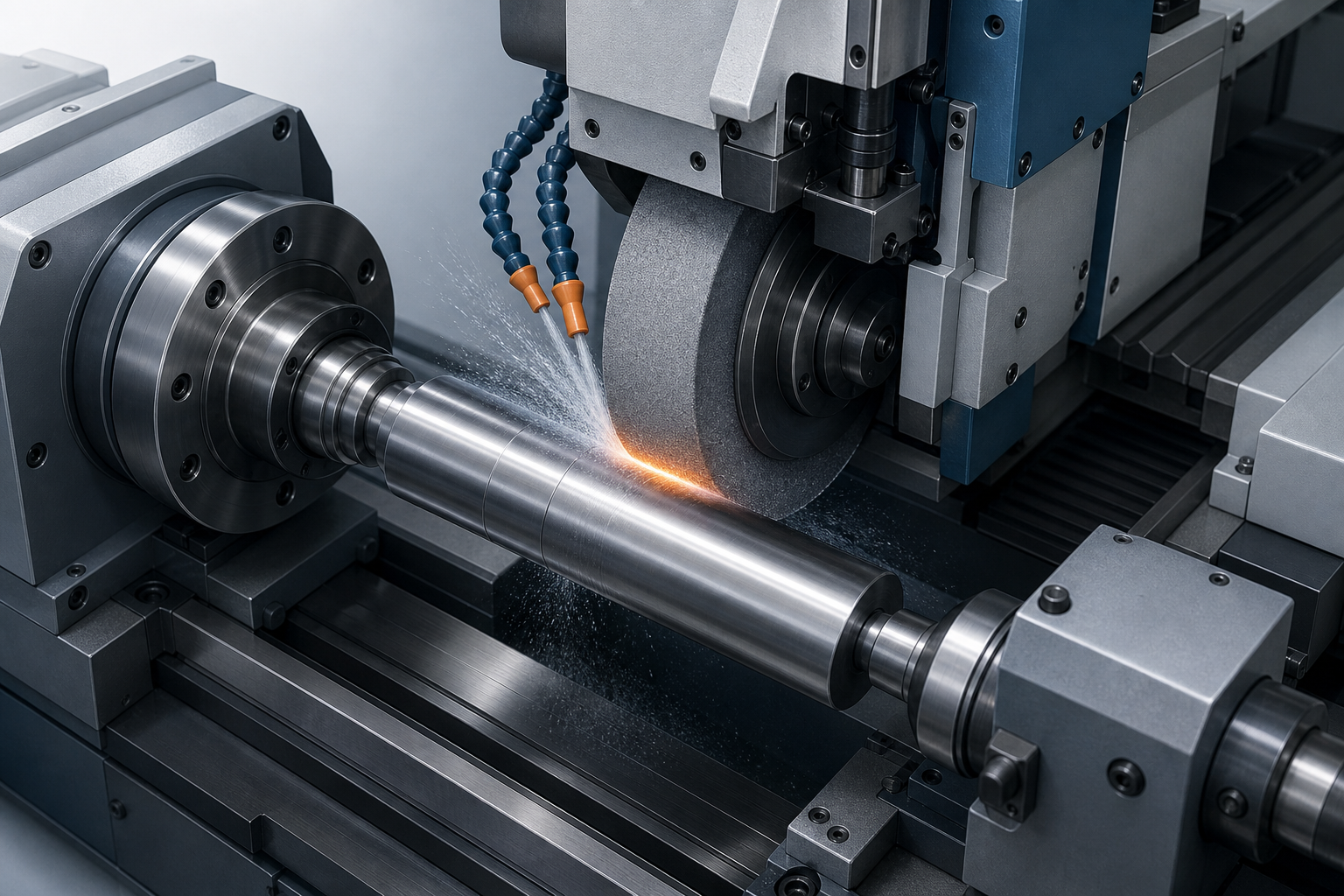
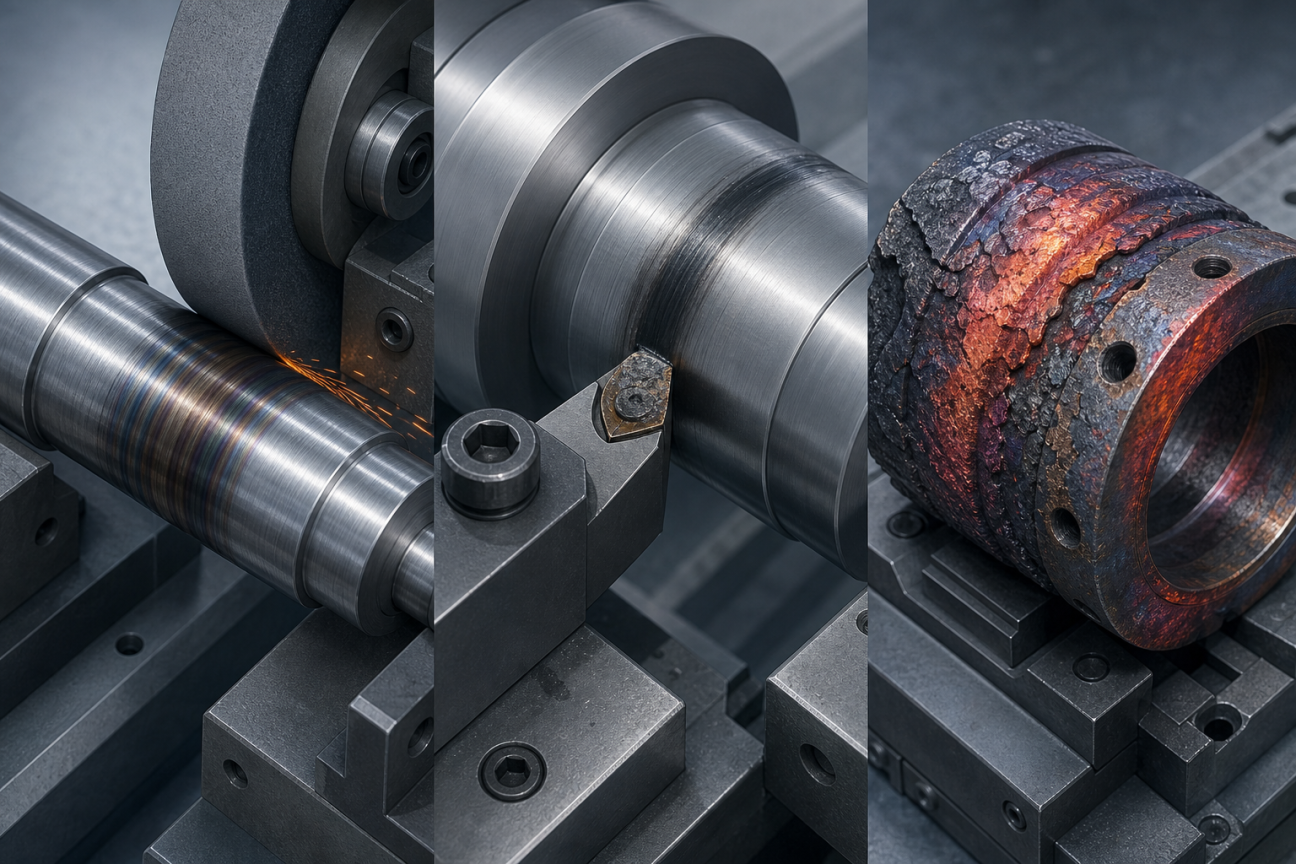
При шлифовании, точении и другой механической обработке инструмент контактирует с металлом. В зоне резания механическая энергия переходит в тепловую, и температура резко вырастает. В норме тепло должно отводиться стружкой и смазочно-охлаждающей жидкостью (СОЖ). Но, если нагрев слишком сильный, возникают прижоги — термические дефекты поверхности.
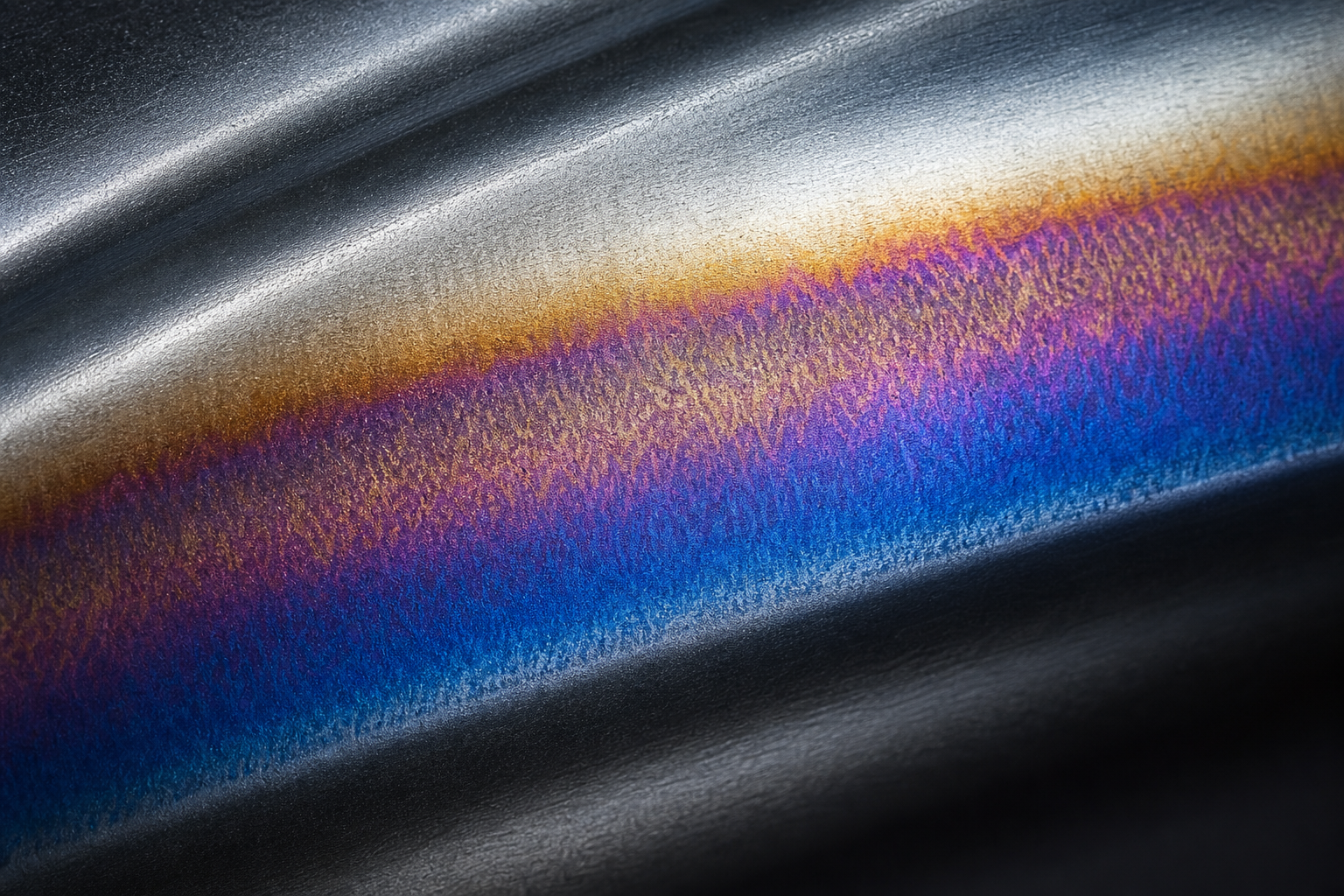
Визуально такие дефекты выглядят как цветные разводы на металле и называются цветами побежалости. Они говорят о том, что под оксидной пленкой произошли структурные изменения (вторичная закалка или отпуск), из‑за которых падает усталостная прочность и коррозионная стойкость детали. То есть изделие становится менее надежным и быстрее выходит из строя. Например, вал с прижогами в зоне посадки подшипника может треснуть под нагрузкой, и вся сборочная единица выйдет из строя раньше срока.
О чем говорят цвета побежалости
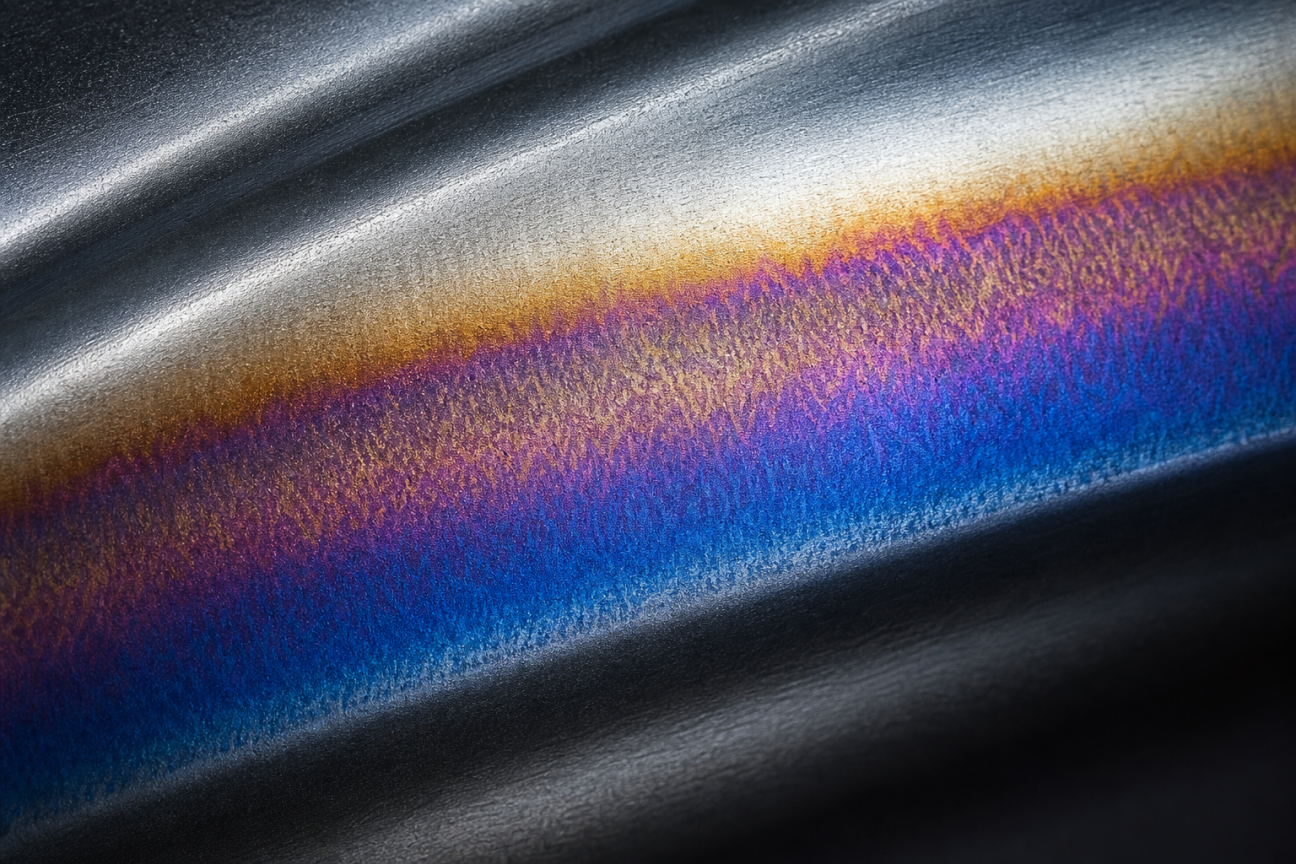
Цвета побежалости возникают из‑за образования оксидных пленок разной толщины. Пленка преломляет свет определенным образом, поэтому мы видим радужные разводы. По цвету можно примерно оценить, до какой температуры нагревался металл.
Соломенный (200–220°C). Легкий перегрев, часто встречается при чистовой обработке. Допустим, вы шлифуете закаленную шестерню. После прохода видите соломенный оттенок на зубьях. Это значит, режим близок к критическому: если увеличить подачу или забыть подать СОЖ, появится фиолетовый цвет. На производстве опытные шлифовщики по этому оттенку быстро корректируют режимы: снижают скорость подачи или усиливают подачу охлаждающей жидкости, чтобы не испортить деталь.
Фиолетовый (260–280°C). Заметный перегрев, уже влияет на свойства стали. Например, при точении титанового сплава ВТ6 на скорости 40 м/мин без СОЖ на резце и детали появляется фиолетовый налет. Проверка микротвердости, скорее всего, покажет, что в этой зоне твердость упала на 15–20% из‑за отпуска. Это особенно критично в авиационных деталях: если такая заготовка пойдет дальше без контроля, узел может выйти из строя раньше срока. Поэтому на ответственных производствах после обнаружения фиолетового цвета деталь отправляют на повторный контроль твердости. Если показатели ниже нормы, ее либо дорабатывают, либо отбраковывают.
Синий (300–350°C). Сильный перегрев, почти наверняка есть структурные изменения. Допустим, вы шлифуете пружинную сталь 60С2А кру́гом с засаливанием. Синий цвет на поверхности сигнализирует, что под пленкой образовался хрупкий мартенсит, а глубже — зона пониженной твердости. Такая пружина лопнет при циклических нагрузках. Так, на заводах, где выпускают пружины для железнодорожного транспорта, такой дефект является поводом остановить станок, проверить состояние шлифовального круга и систему охлаждения. Часто синий цвет говорит о том, что круг затупился или замаслен, и его пора заменить.
Есть и другие нюансы, важные для производства. Например, цвета побежалости могут различаться в зависимости от состава стали. Углеродистые стали дают классическую гамму — от желтого до синего, а вот нержавеющие или легированные могут показывать зеленоватые или коричневатые оттенки даже при тех же температурах. Поэтому на участках термообработки всегда держат справочные таблицы именно для своих марок материалов, чтобы точнее оценивать нагрев.
Имейте в виду, что цвета побежалости хорошо видны только на чистой, обезжиренной поверхности. Если деталь покрыта маслом, окалиной или остатками СОЖ, оттенки могут искажаться или вовсе не проявляться. Поэтому перед визуальной оценкой перегрева важно очистить участок — например, протереть его безворсовой салфеткой с растворителем.
И еще нюанс: на крупных деталях цвета могут распределяться неравномерно. Допустим, при сварке длинной балки зона синего цвета будет возле шва, а дальше — соломенный или фиолетовый. Это показывает, как тепло распространяется по металлу, и помогает сварщикам корректировать скорость прохода или выбирать предварительный подогрев. В судостроении и мостостроении такой визуальный контроль позволяет вовремя заметить перегрев и избежать трещин в ответственных конструкциях.
Небольшой лайфхак: если сомневаетесь в точности цвета (например, освещение в цехе тусклое или оттенок кажется промежуточным), проведите простой тест: охладите участок водой и снова нагрейте до того же уровня. При повторном нагреве цвета проявляются четче, и вы сможете точнее определить температуру. Этот прием выручает в условиях цеха, когда нужно быстро принять решение: продолжить обработку, скорректировать режим или отправить деталь на контроль.
Что происходит под оксидной пленкой
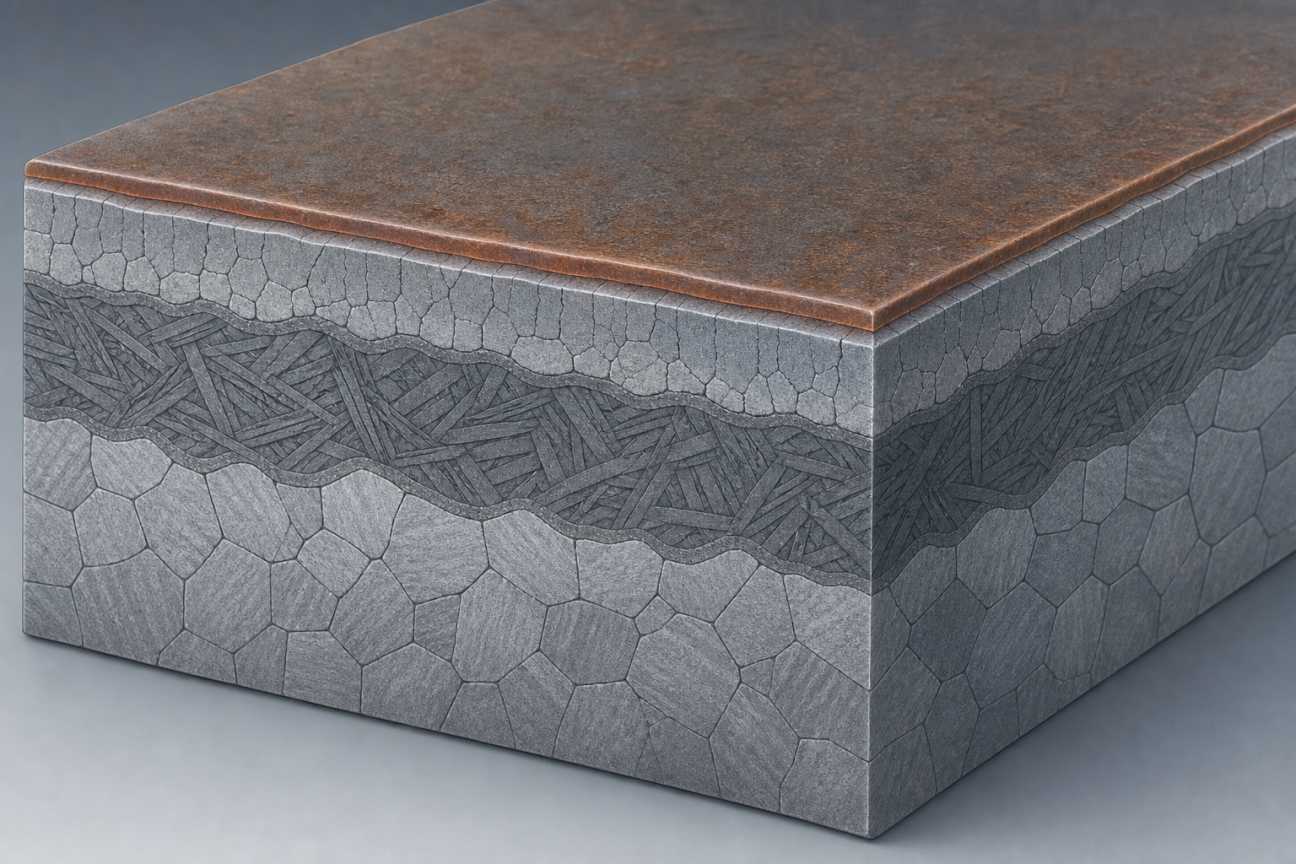
Под поверхностью металла происходят сложные процессы — их характер зависит от типа стали.
В закаленных сталях образуется зона вторичной закалки (хрупкий мартенсит) рядом с зоной отпуска (где твердость упала). Из‑за этого возникают остаточные напряжения растяжения, могут появиться микротрещины (сетка разгара). После снятия напряжений деталь может изменить геометрию — например, покоробиться. Например, если допустить синий цвет при шлифовке колец подшипников., после монтажа кольцо даст трещину в зоне прижога: напряжения от посадки суммируются с остаточными, и металл не выдерживает.
На производстве это особенно критично при изготовлении деталей для высоконагруженных узлов — шестерен коробок передач или валов турбин. Опытные операторы шлифовальных станков всегда следят за цветом поверхности и при первых признаках соломенного или фиолетового оттенка снижают скорость круга, усиливают подачу СОЖ или делают перерывы для охлаждения детали. В некоторых цехах даже устанавливают дополнительные светильники с нейтральным белым светом, чтобы четко различать цвета побежалости и снизить риск перегрева.
В аустенитных сталях (нержавейках). При перегреве по границам зерен выпадают карбиды. Этот процесс называют сенсибилизацией. Он снижает коррозионную стойкость: в местах выпадения карбидов металл начнет ржаветь быстрее. Например, если сварить трубу из стали 12Х18Н10Т и перегреть зону около шва, через месяц в этом месте появится язвенная коррозия, даже если остальная труба в порядке.
В химической и пищевой промышленности, где такие трубы используют для транспортировки агрессивных сред, такие перегревы приводят к протечкам, простоям оборудования и затратам на внеплановый ремонт. Поэтому на ответственных участках применяют дополнительные методы контроля. Например, сразу после сварки проводят травление зоны шва специальными составами — это помогает растворить выпавшие карбиды и восстановить коррозионную стойкость. Еще используют термообработку (стабилизирующий отжиг) при 870–900 °C. При такой температуре карбиды равномерно распределяются в структуре, а не скапливаются по границам зерен.
Есть и еще один важный момент для сварщиков и термистов: цвет побежалости может маскировать другие дефекты. Например, на аустенитных сталях легкий золотистый оттенок иногда появляется не из‑за перегрева, а из‑за остатков флюса или солей на поверхности. Если принять это за признак нагрева, можно неверно оценить состояние металла. Поэтому опытные мастера всегда сочетают визуальный контроль с инструментальным: замеряют температуру пирометром, проверяют твердость портативным твердомером или проводят химический анализ поверхности.
А в случае с раскаленными деталями важно учитывать не только цвет, но и время воздействия температуры. Кратковременный нагрев до 300 °C может дать синий оттенок, но не вызовет глубоких структурных изменений, если деталь быстро остынет. А вот длительная выдержка даже при 250 °C приведет к стабильному отпуску и потере твердости. На инструментальных производствах, где делают фрезы или сверла, режимы термообработки выверяют до секунд, а охлаждение проводят по строгому графику — в воде, масле или на воздухе, в зависимости от марки стали.
Если вы заметили цвета побежалости на готовой детали, не спешите ее отбраковывать. В некоторых случаях ситуацию можно исправить. Например, для закаленных сталей помогает повторный отпуск при контролируемой температуре. Он снимает остаточные напряжения и выравнивает структуру. А для нержавеющих сталей — полировка зоны перегрева с последующим пассивированием. Так удаляют поврежденный слой и восстанавливают защитную оксидную пленку.
Классификация прижогов
На производстве чаще всего встречаются три типа прижогов.
Шлифовочные. Самые распространенные. Возникают из‑за высокой температуры в точке контакта абразива с деталью. Если охлаждение слабое или круг затупился, температура в зоне резания зашкаливает, поэтому могут появиться прижоги.
Чтобы избежать таких ситуаций, шлифовщики регулярно проверяют состояние круга и системы подачи СОЖ. На современных станках устанавливают датчики температуры в зоне обработки: если показатель приближается к критическому, система автоматически снижает скорость вращения круга или увеличивает подачу охлаждающей жидкости. Еще важно следить за зернистостью абразива: для черновой обработки берут более крупное зерно, а для чистовой — мелкое. Несоблюдение этого правила тоже может привести к перегреву.
Токарные (наросты). Появляются, когда резец затупляется. Задняя поверхность инструмента начинает тереться о деталь вместо того, чтобы резать. Трение дает сильный локальный нагрев — вот и прижог. Допустим, вы точите вал из стали 45 на скорости 120 м/мин. Через два часа работы резец затупился, фаска износа достигла 0,5 мм. На поверхности вала появились темные полосы — наросты. В итоге деталь пошла в брак, а станок остановили на переналадку.
Часто мастера используют простой способ контроля износа резца: проводят пальцем в перчатке по задней поверхности. Если ощущаются зазубрины или неровности, инструмент пора менять. Еще один признак — изменение звука работы станка. При затуплении появляется характерный скрежет или гул. На ответственных производствах внедряют системы мониторинга инструмента: датчики фиксируют вибрацию и температуру, предупреждая оператора до того, как появятся видимые дефекты. Также помогает правильный выбор геометрии резца и режимов резания. Например, для стали 45 оптимальная скорость — 100–150 м/мин, а подача — 0,1–0,3 мм/об. Отклонение от этих параметров резко повышает риск прижогов.
Структурные и термические. Легкий нагар (визуальный прижог) можно убрать полировкой. Но если перегрев был сильным, произошли глубокие структурные изменения, а это уже критический брак. Деталь придется переделывать или утилизировать. Например, если при фрезеровании лопатки турбины из жаропрочного сплава Inconel 718 допустить завышение глубины резания до 2 мм, температура в зоне реза может подскочить до 500 °C, и образуется глубокий прижог с трещинами. Деталь отправят на переплавку, а это потери в десятки тысяч рублей за одну лопатку.
В таких случаях важно понимать, что проблема не только в испорченной детали, но и в риске для всего изделия. Лопатка турбины с прижогом может разрушиться в работе, а это чревато аварией. Поэтому на авиационных и энергетических производствах детали с признаками структурных прижогов не ремонтируют, а сразу бракуют. Чтобы минимизировать риск, используют прецизионные фрезы с износостойкими покрытиями (например, TiAlN) и строго контролируют режимы резания. Например, для Inconel 718 оптимальная глубина резания — не более 0,5–1 мм за проход, а скорость — 30–50 м/мин с обильным охлаждением.

Почему появляются прижоги
Разберем основные причины.
Неверные режимы резания. Когда вы настраивает станок, важно точно соблюдать рекомендованные параметры для конкретной марки стали и типа обработки. Например, для точения закаленной стали 40Х с твердостью 50 HRC оптимальная скорость резания (V) — 100 м/мин. Если установить V = 150 м/мин, инструмент будет снимать стружку слишком быстро. Тепло не будет успевать отводиться и накопится в зоне контакта резца с деталью. Из-за высокой температуры на поверхности детали появятся прижоги. Микротвердость в этих местах резко упадет, потому что сталь опускается из-за перегрева.
При шлифовании происходит что-то подобное, только здесь надо смотреть на подачу (S) и глубину резания (t). К примеру, вы обрабатываете деталь из стали У8, но снимаете за проход 0,5 мм вместо 0,1 мм. В этом случае абразивные зерна круга врежутся в металл слишком глубоко и сгенерируют большое количество тепла. Даже СОЖ не успеет его отвести. И вы увидите синие оттенки и получите структурные изменения под поверхностью, которые приведут к браку. Например, ножи будут трескаться при заточке.
Состояние и характеристики инструмента. Абразивные зерна шлифовального круга затупляются и забиваются частицами металла (это называют засаливанием). Круг перестает резать и начинает тереть поверхность детали: температура растет, появляются прижоги.
Неправильная характеристика круга. Например, если выбрать слишком твердый круг для жаропрочной стали, зерна не будут выкрашиваться вовремя. Круг «замыливается», теплоотвод ухудшается, и температура в зоне резания резко повышается. Так, при работе с жаропрочным сплавом ХН77ТЮР использование круга с маркировкой Т2 может привести к появлению синего цвета уже на втором проходе.
Износ резца. По мере работы на задней поверхности инструмента образуется фаска износа. Когда ее размер превышает 0,3 мм, резец перестает резать и начинает тереться о деталь.
Например, если на автомобильном заводе при точении ступиц из стали 38ХС допустить износ резца до 0,6 мм, придется остановить всю партию для переналадки станка, чтобы ступицы не пошли в брак.
Недостаточное охлаждение (СОЖ). Если струя СОЖ не попадает точно в зону резания или попадает, но с недостаточным напором, эффект охлаждения минимален. Микротвердость деталей упадет, а это особенно критично для деталей, работающих под нагрузкой (например, подшипников).
Имеет значение и качество самой СОЖ. Если концентрация эмульсии снижается, ее охлаждающие свойства ухудшаются. А если использовать масло вместо СОЖ, оно может образовать «паровую рубашку» — пленку пара, которая изолирует деталь от жидкости. В итоге появятся прижоги.
Правка шлифовального круга. Если при правке допустить смещение оси (например, на 0,2 мм), круг начнет бить при вращении. А биение вызывает микровибрации и точечные перегревы, что приводит к локальным прижогам в виде полос. Чтобы исправить ситуацию, придется останавливать станок, править круг заново и проверять геометрию.
Несвоевременная правка. Если долго не править круг (например, 12 часов подряд при шлифовании коленчатых валов), биение постепенно будет расти. На шейках валов появятся синие разводы, микротвердость упадет, и в итоге партию отправят на перешлифовку. А это увеличивает цикл производства и повышает себестоимость.
Как убрать цвета побежалости

Есть несколько рабочих методов. Выбор зависит от глубины дефекта и требований к детали:
Механический метод. Это повторное тонкое шлифование или полирование с минимальным съемом металла. Цель метода— не заполировать пятно, а снять дефектный слой (обычно 0,01–0,05 мм). Для финишной обработки используют алмазное выглаживание. Оно дает гладкую поверхность без перегрева.
Допустим, на валу диаметром 80 мм из стали 40Х после чистового шлифования появился соломенный цвет по всей длине. Технолог назначит доработку: алмазный круг зернистостью 100/80, подача 0,005 мм/об, скорость круга 25 м/с. Снимут где-то 0,02 мм, цвета побежалости исчезнут. Если проверка микротвердости подтвердит отсутствие структурных изменений под поверхностью, деталь примут в сборку.
Химический/электрохимический метод. То есть травление в пассивирующих растворах. Подходит для нержавеющих сталей: кислотный раствор (например, 10%‑ная азотная кислота) удаляет оксидную пленку, не нарушая структуру металла (если прижог был легким).
Пример. Если после сварки конструкции из стали 12Х18Н10Т на швах появятся фиолетовые разводы, детали погрузят в ванну с раствором 10% HNO₃ на 15 минут при температуре 50°C. Затем промоют в проточной воде, нейтрализуют 2%‑ным раствором соды и пассивируют в 15%‑ной азотной кислоте 10 минут. После этого поверхность должна стать однородной, а проверка на межкристаллитную коррозию (метод АМ по ГОСТ 6032) — показать отсутствие сенсибилизации.
Дробеструйная обработка. Снимает поверхностный слой и создает напряжения сжатия, которые частично компенсируют вред от прижога. Метод подходит для деталей, которые работают на усталость — например, валов и пружин.
Допустим, на рессоре из стали 60С2А после термообработки появились синие разводы длиной 50 мм. Чтобы их убрать, можно провести дробеструйную обработку стальной дробью 0,8 мм при давлении 0,6 МПа в течение 3 минут. Это снимет примерно 0,03 мм верхнего слоя и создаст сжимающие напряжения −120 МПа. Испытания на усталостную прочность, скорее всего, покажут, что ресурс рессоры восстановится до 95% от номинала.

Профилактика прижогов
Что можно сделать уже сейчас, чтобы избежать цветов побежалости.
Коррекция режимов. На чистовых проходах снижают интенсивность съема металла. При шлифовке используют метод «выхаживания» — несколько проходов без подачи, чтобы снять остаточные напряжения. Например, при финишной обработке направляющих станка из чугуна СЧ20 после основного прохода делают три выхаживающих прохода с подачей 0,002 мм/об. Температура в зоне резания снижается с 320 до 180°C, цвета побежалости не появляютя.
Выбор инструмента. Для шлифования: мягкие круги на керамической связке для сложных материалов (жаропрочки, нержавейки). Они лучше самозатачиваются, теплоотвод улучшается. Например, при переходе с бакелитовой связки на керамическую при шлифовании сплава ХН60ВТ температура в зоне реза падает на 80°C.
Для точения: резцы с износостойкими покрытиями (AlTiN, AlCrN). Покрытия отводят тепло от режущей кромки, снижают трение. Например, резец с покрытием AlTiN при точении стали 38Х2МЮА работает в 1,5 раза дольше без прижогов по сравнению с резцом без покрытия.
Оптимизация СОЖ. Жидкость подают через шпиндель (high‑pressure coolant) или точно наводят струю в зону резания. Контролируют концентрацию эмульсии — раз в неделю делают замер рефрактометром. Так, на заводе автомобильных компонентов внедряют подачу СОЖ через шпиндель при сверлении отверстий в блоке цилиндров. Давление 70 бар, струя попадает точно в зону реза. Это снижаетт температуру, допустим, с 450 до 220°C, брак по прижогам падает в разы.
Виброустойчивость. Балансируют шлифовальный круг, проверяют подшипники шпинделя. Люфты вызывают вибрации и точечные перегревы, поэтому их нужно убрать на этапе настройки станка. Например, на шлифовальном станке 3М151 допустимое биение круга — 0,03 мм. При превышении значения до 0,08 мм появляются локальные прижоги. После балансировки и замены подшипников шпинделя биение снизится до 0,02 мм, брак исчезнет.
Как выявить скрытый дефект

Вот основные методы контроля.
Визуальный. Для явных цветов побежалости. Быстро, но недостаточно информативно. Например, на детали из стали 20Х13 после шлифовки виден соломенный оттенок. Технолог решает: если деталь не несет высоких нагрузок, можно принять; если это элемент турбины — нужно дополнительное исследование.
Метод травления. Кислотное травление по готовой детали выявляет структурную неоднородность — темные пятна в зоне прижога. Допустим, после токарной обработки вала из стали 40Х деталь протравили 10%‑ной соляной кислотой 5 минут. На поверхности проявились темные полосы шириной 2–3 мм — зоны отпуска. Деталь отправят на доработку.
Металлография. Делают шлиф, замеряют микротвердость. Если твердость скачет — был прижог. На производствах для контроля прижогов на пружинах из стали 50ХГФА вырезают образец, готовят шлиф, измеряют твердость в 5 точках вдоль предполагаемой зоны прижога. Разброс более 5 HRC указывает на дефект.
Магнитный метод. Для ферромагнитных сталей. Измеряют коэрцитивную силу: в зоне прижога она меняется. Например, на валу из стали 45 до обработки коэрцитивная сила 8 А/см. После шлифовки с прижогом в зоне дефекта — 12 А/см. Прибор КИМ‑2 быстро выявляет такие участки без разрушения детали.
Стоимость переделки или утилизации детали с прижогом в разы выше стоимости профилактики. Цвета побежалости — это индикатор нарушения технологии. Не маскируйте дефект полировкой, а найдите и устраните причину. Проверьте режимы резания, состояние инструмента, подачу СОЖ. Так вы сэкономите время, деньги и сохраните репутацию надежного производителя.
Предприятия, которые внедряют комплексный контроль прижогов (визуальный + травление + замер микротвердости), снижают брак по этой причине на 70–90%.








