
Глубокое сверление — это техпроцесс повышенной сложности. Длинные сверла имеют низкую жесткость и склонны к прогибу, стружка застревает в отверстии, инструмент заклинивает, а отвод тепла от зоны обработки сильно затруднен. Стабильный результат возможен только при соблюдении прецизионных допусков и настройки подачи СОЖ.

При глубоком сверлении обрабатываются отверстия, глубина которых превышает диаметр в 10 и более раз. В металлообработке это считается пороговым значением, после которого стандартные режимы резания и эвакуация стружки становятся менее стабильными. Еще больше усложняет процесс зона реза, скрытая от глаз оператора.
Любая ошибка в расчетах или настройке оборудования — и инструмент сломается, качество поверхности испортится, а отверстие отклонится от заданной оси.
Физика процесса и причины увода инструмента
Вектор силы резания должен совпадать с осью вращения шпинделя. При глубоком сверлении даже малейшая несоосность приводит к отклонению сверла от центра. Погрешность позиционирования на входе за счет большого вылета инструмента прогрессирует по мере углубления.
Главной причиной смещения сверла становится разность скоростей резания. Ближе к центру она падает, и металл не режется, а выдавливается из заготовки. При высоком давлении СОЖ (а оно необходимо для глубокого сверления) ситуация усугубляется неравномерным распределением потока жидкости.
Сверло уводит в сторону и по другим причинам:
- Неправильная заточка и асимметрия режущей части. Одна из кромок берет на себя большую нагрузку, а инструмент стремится в сторону наименьшего сопротивления и изгибается.
- Биение шпинделя. Сверло начинает выписывать микроокружность и разбивать входное отверстие.
- Неоднородность металла. Создает неравномерное сопротивление и провоцирует появление опрокидывающего момента. Инструмент теряет устойчивость и отклоняется от расчетной траектории.
- Низкая жесткость системы СПИД. Неправильная фиксация заготовки или износ направляющих втулок лишают сверло опоры.
Типы инструментов для глубокого сверления
При выборе инструмента важно учитывать диаметр отверстия и способ подачи СОЖ станком.
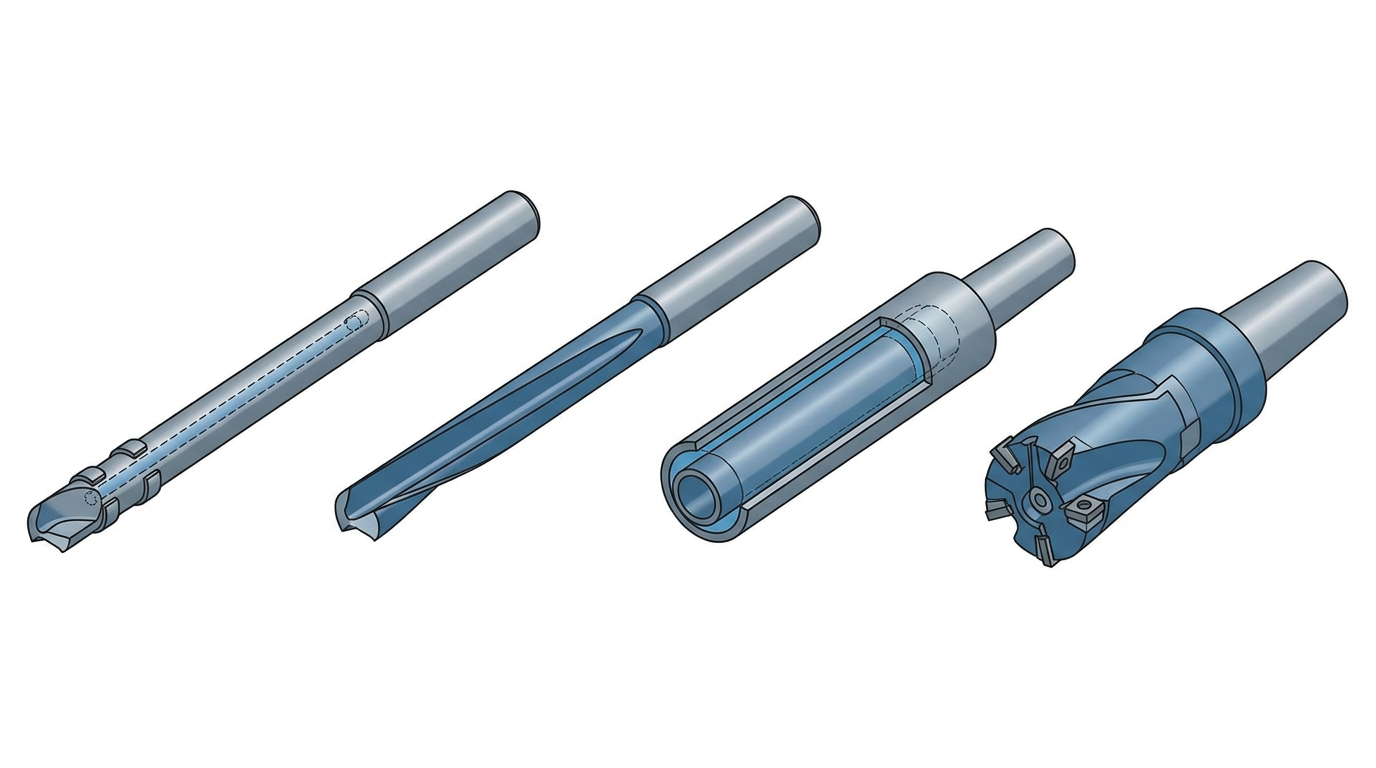
Ружейные сверла. Лучшую точность обеспечивают при малых диаметрах — 1–20 мм. Оснащены внутренним каналом для подачи СОЖ и наружной канавкой. Смещенный центр создает эффект самоцентрирования за счет направляющих ленточек.
Пушечные сверла. Однолезвийный инструмент с V-образной канавкой для отвода стружки. Рассчитаны на диаметры от 0,5 до 40 мм. Отсутствие выраженного самоцентрирования создает зависимость от точности направляющей втулки. В современном производстве пушечные сверла применяются достаточно редко: для специфических задач в мягких материалах или при низких требованиях к уводу оси.
Эжекторные системы. Работают с диаметрами 20–60 мм и используются для мелких партий деталей. Благодаря двойной трубчатой конструкции создают замкнутый контур для циркуляции СОЖ. Инструмент принудительно всасывает стружку и отводит ее вместе с маслом через свой внутренний канал. Эта технология требует меньшего давления подачи, но большего объема жидкости, и позволяет использовать эжекторные системы на станках без герметичного подвода СОЖ к заготовке.
С механическим креплением пластин. Оптимальны для высокопроизводительной обработки на жестких станках. Периферийная пластина подрезает металл, а центральная — снимает стружку. Такая схема резания подходит для высоких скоростей вращения и эффективно дробит стружку даже при обработке вязких металлов. Для более легкого отвода отходов сверло имеет твердосплавные направляющие фаски.
Требования к смазочным материалам
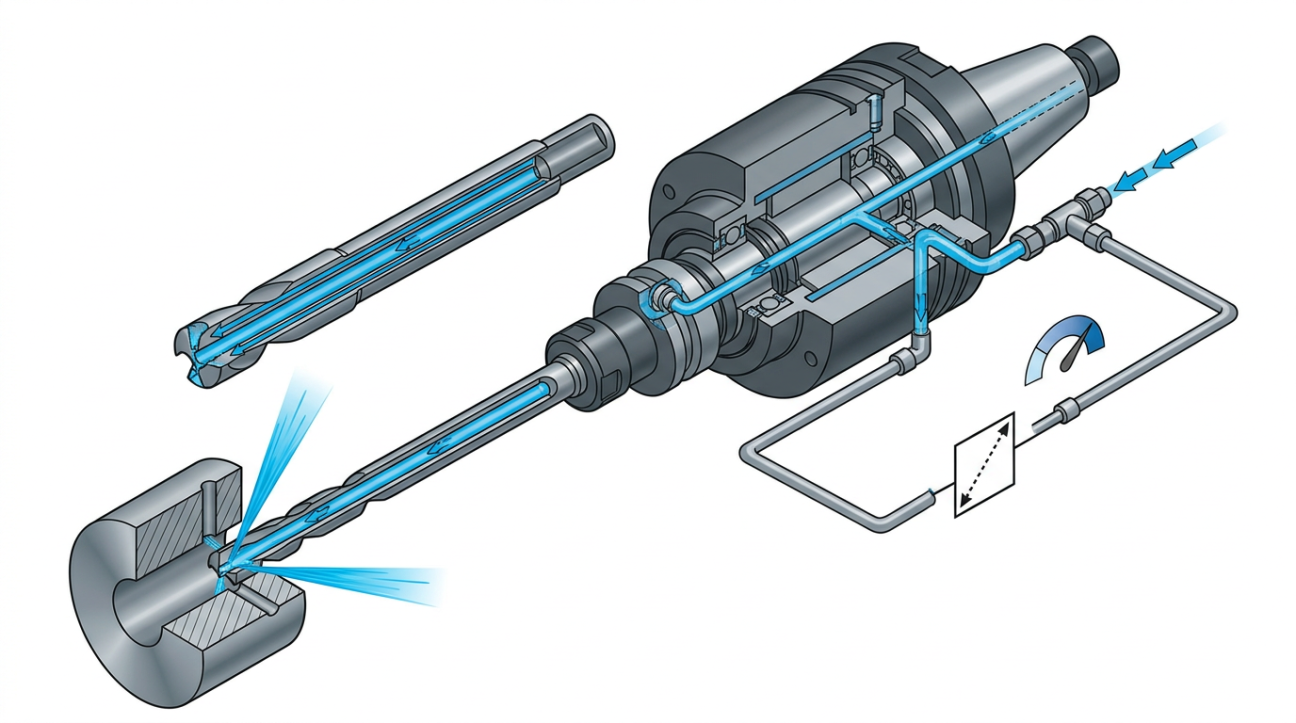
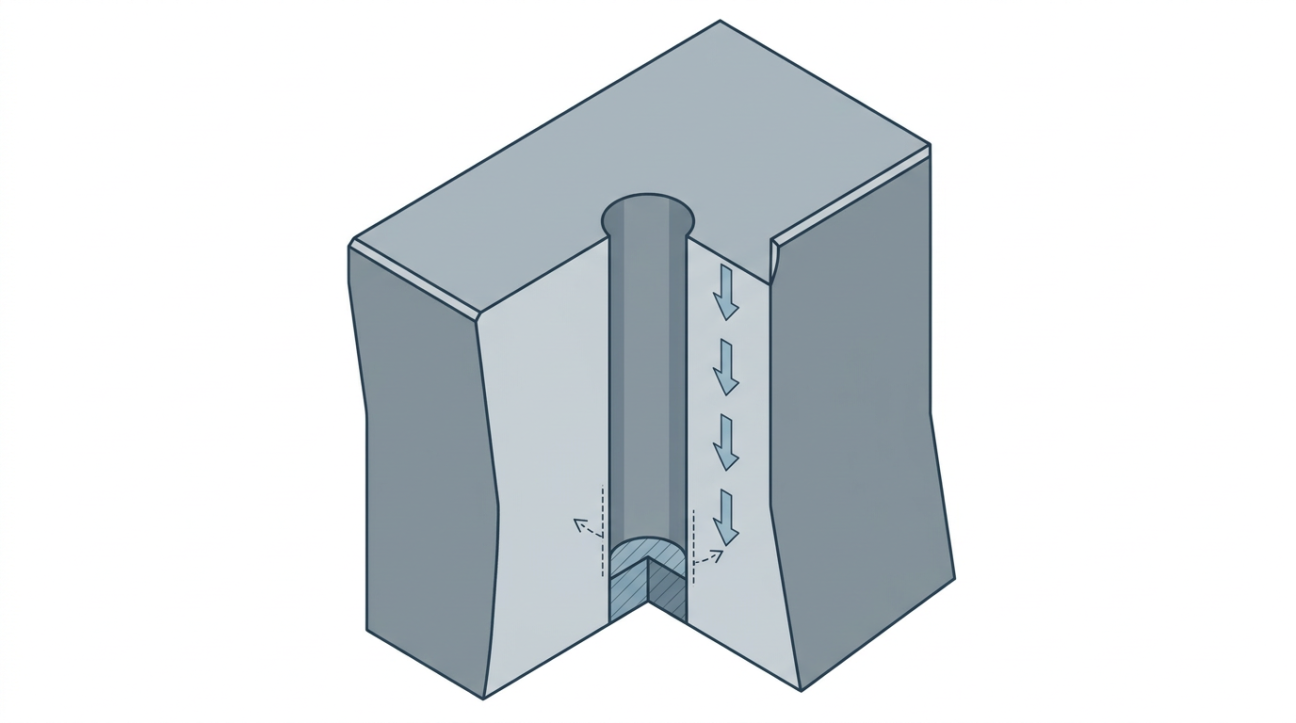
Глубокое сверление требует подачи СОЖ под давлением 50–150 бар. Жидкость подается через внутренние каналы инструмента точно в зону резания. Высокое давление позволяет добиться более эффективного охлаждения и отвода стружки.
Идеальная СОЖ для глубокого сверления изготовлена из чистого минерального масла, имеет вязкость 10–20 мм²/с и обладает максимальными смазывающими свойствами. Важна и фильтрация: мелкая взвесь в СОЖ работает как абразив и уничтожает и сверло, и заготовку.
При недостаточных параметрах смазывающей жидкости можно работать с пониженными режимами резания или увеличить давление в системе.
Объем резервуара для СОЖ должен приблизительно в 10 раз превышать объем жидкости, подаваемой к зоне реза в минуту. Это позволит частицам отходов осесть, а смазочному материалу — охладиться. При нагреве СОЖ до 55° ее смазочные свойства снижаются. При длительном глубоком сверлении для охлаждения жидкостей рекомендуется использовать холодильные установки или водяные теплообменники.

Стружкодробление и эвакуация
Для любого инструмента глубокого сверления требуется внутреннее охлаждение. Без этого невозможен отвод стружки.
Даже самые мелкие частицы металла представляют угрозу для глубокого сверления, если они мгновенно не покидает зону реза. Особенно опасна витая стружка. Она быстро забивает узкие каналы, резко увеличивает рост крутящего момента и провоцирует заклинивание инструмента. Намного проще работать со стружкой в форме полумесяца: она легко отводится вместе с СОЖ.
Чтобы получить короткую стружку, нужно обеспечить ее принудительное дробление. Малая подача создает тонкую и длинную неломающуюся стружку, а слишком высокая — перегружает инструмент. Оптимальный режим подбирается экспериментально. В идеале он должен обеспечивать хрупкий излом материала.
Управлять формой стружки помогают специальные стружкоделительные канавки и стружколомы на поверхности режущей кромки. Они создают дополнительные напряжения, заставляя металл ломаться на более короткие отрезки.
Для обработки материалов с длинной стружкой используют сверла с полированными стружечными канавками.
Направляющие и стабилизация
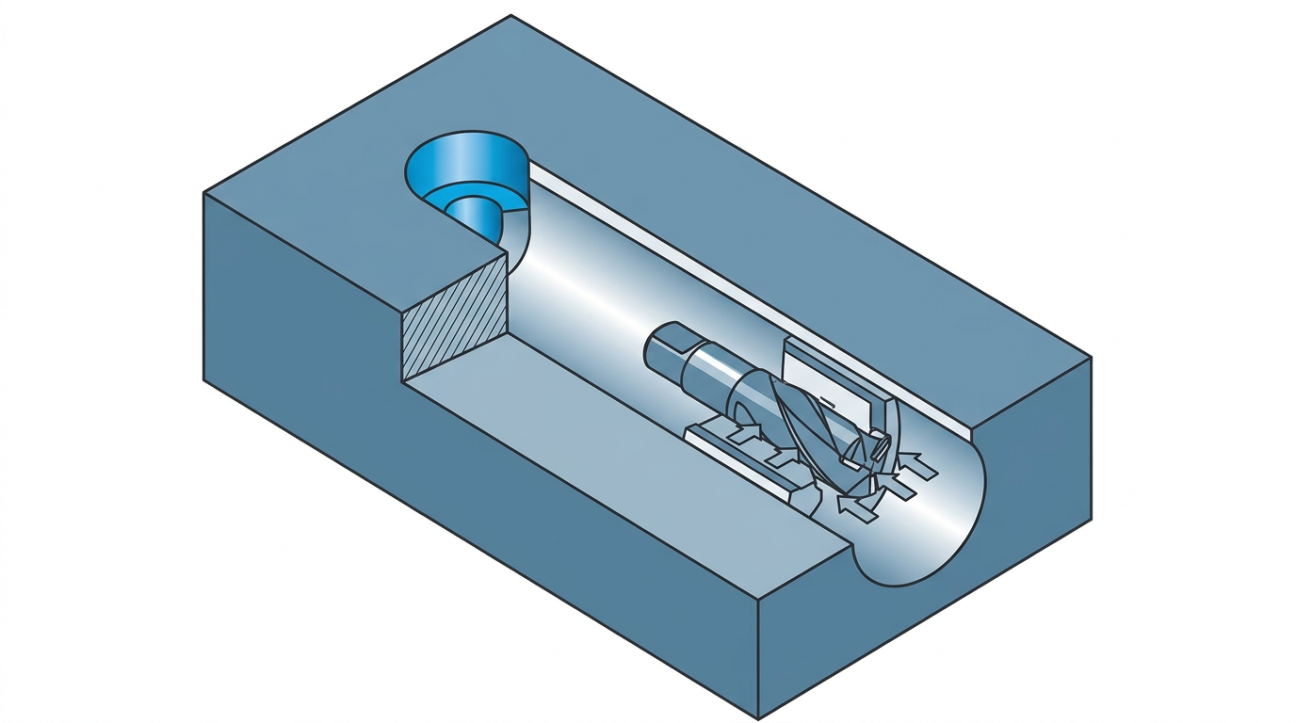
Инструмент для глубокого сверления лишен той же жесткости, которой обладает обычное спиральное сверло. Точность его положения обеспечивает система динамической стабилизации в зоне реза. Направляющие фаски (ленточки) выполняют роль опорного подшипника скольжения. Они прижимаются к стенкам отверстия и создают эффект наклепа. Основной риск заключается в быстром адгезионном износе вследствие высокого давления и температур.
Стабильность проходки зависит от взаимного расположения режущей кромки и фасок. Ширина и угол расположения опорных элементов подбираются так, чтобы вектор сил резания всегда был направлен в сторону основной направляющей фаски. Это гарантирует, что инструмент будет постоянно центрироваться по уже обработанной поверхности, исправляя возможные отклонения.
Начальный этап считается самым критическим в глубоком сверлении. Здесь обязательно предварительное центрирование. Изготовление пилотного отверстия глубиной 1–2 диаметра или использование кондукторной втулки предупреждает отклонение инструмента и обеспечивает точность IT7–IT9 (ГОСТ 25346-2013). Шероховатость готовой поверхности составляет 0,1–3,2 мкм.
Если заготовка имеет наклонный торец, прямое засверливание пилотного отверстия категорически запрещено: сверло мгновенно уведет по уклону. В таких случаях поверхность предварительно фрезеруется торцевой фрезой строго перпендикулярно будущей оси отверстия.
Пример из практики. На заводе при изготовлении распредвалов дизелей сверлятся отверстия для подвода масла диаметром 20 мм в заготовке длиной 1800 мм из стали 18Х2Н4ВА. Сверление идет с помощью полой неподвижной штанги со сверлом типа «ложка» с односторонней заточкой. Вращается заготовка.
Подача СОЖ происходит по отдельному внутреннему каналу штанги, давление СОЖ также вымывает стружку по основному внутреннему каналу. Режим резания около 300 об/мин, стружка выходит мелко дробленая. Стартовое отверстие глубиной около 100 мм делается обычным сверлом и разверткой. На длине 1800 мм увод оси не более 5 мм, брак — не больше 2%.
Станки были швейцарские, стружку удаляли шнековым транспортером. Кроме этого, там же, для сверления в алюминиевых отливках блоков цилиндров соосных отверстий диаметром около 80 мм в инструментальном цеху делали обычные спиральные сверла со впаянными в тело сверла медными трубками для подачи СОЖ прямо в режущую кромку. Длина таких сверл около 800 мм. Обработку проводили с двух сторон делали, чтобы обеспечить соосность.
Настройка и контроль
Важно не только правильно выбрать сверло, но и тип станка. Далеко не каждый стандартный обрабатывающий центр подходит для глубокого сверления. Станок должен обладать следующими параметрами:
- точность шпинделя — биение не выше 0,003–0,005 мм;
- давление подачи СОЖ — 50–100 бар и выше;
- встроенные системы тонкой фильтрации для очистки СОЖ от стружки;
- противовыдвижной люнет для предупреждения колебаний длинного стебля сверла (L/D>40).
Режим резания устанавливается индивидуально. Начинать работать следует с малой подачи и скоростью резания из нижней части диапазона. После оценки типа стружки (это займет всего несколько секунд) режим работы можно откорректировать. Например, для плохообрабатываемых сталей скорость резания должна быть не выше 40 м/мин, а для алюминия — 150–300 м/мин.
Для более эффективного удаления стружки и предотвращения заклинивания инструмента при глубоком сверлении подача уменьшается на 10–25% в зависимости от отношения L/D. На выходе подача снижается на 50% для предотвращения поломки инструмента и образования крупных заусенцев.
При глубоком сверлении невозможно визуально контролировать зону реза. Для соблюдения точности обработки необходимо использовать специальные датчики. Они контролируют нагрузку на шпинделе: ее превышение указывает на затупление пластин или проблемы с дроблением стружки. Нарушение техпроцесса можно выявить и по перепадам давления подачи или расходу СОЖ. Нестабильность этого графика сигнализирует о формировании стружечной пробки или поломке инструмента.
Типичные ошибки и их устранение
| Ситуация | Причина | Решение |
| Сверло звенит и вибрирует. | Недостаточная жесткость (слишком большой вылет без люнета) или износ по задней поверхности режущей кромки. | Проверьте биение шпинделя и точность кондукторной втулки. Иногда вибрацию можно погасить увеличением подачи — это создаст дополнительное осевое давление и прижмет инструмент к опорам. |
| Сколы пластин или выкрашивание кромок. | Нестабильное давление СОЖ, из-за которого стружка не вымывается. | Стабилизируйте давление в гидросистеме, проверьте чистоту фильтров и вязкость масла (10–20 мм2/с). |
| Гребешки и риски на стенках. | Биение инструмента, износ направляющих фасок или налипание на них металла. | Замените инструмент или изношенные пластины. Проверьте качество фильтрации СОЖ: мелкая взвесь воздействует на фаски как абразив. |
| Резкий увод оси отверстия. | Отсутствие центровки на старте или использование изношенной кондукторной втулки. | Проверьте соосность втулки и шпинделя. Убедитесь, что глубина пилотного отверстия составляет не менее 1,5–2 D, а допуск — до 0,01–0,02 мм. |
Чек-лист технолога
Перечень экспресс-аудита глубокого сверления:
- Жесткость закрепления детали и биение не более 0,01 мм.
- Качественная кондукторная втулка или пилотное отверстие.
- Расчет режима резания для получения стружки оптимальных размеров.
- Проверка чистоты СОЖ и давления подачи.
- Постепенное врезание и плавный вывод.
Соблюдайте этот регламент, и тогда вы сможете не только увеличить ресурс режущего инструмента, но и выявить скрытые резервы станочного парка. Даже покупка оборудования не так эффективна, как правильная настройка технологического процесса.








