Современная промышленная 3D-печать удивляет своими возможностями. Она способна за несколько часов создать деталь немыслимых форм, которую при традиционном производстве изготавливали неделями. Это открывает новые возможности для предприятий и с каждым днем приближает к созданию автономных цифровых фабрик.


3D-принтер уже давно перестал быть игрушкой для создания безделушек. Теперь это полноценный инструмент, который производит медицинские имплантаты и высокоточные детали для авиадвигателей. Далеко не все предприятия сейчас готовы использовать такое решение: дорогостоящая оснастка, планирование новой стратегии, переобучение персонала — все это требует серьезных затрат.
В этом обзоре мы собрали всю информацию по развитию 3D-печати в производстве: от метода печати пластиком до себестоимости детали.
Основные методы 3D-печати для промышленности
FDM/FFF: печать пластиком
Наиболее популярная технология. Здесь детали создаются методом послойного наплавления. Сопло подает расплавленный материал в виде нити (филамента) и перемещается по заданной траектории, постепенно формируя изделие. На создание одной детали высотой 100 мм потребуется 3–11 часов в зависимости от модели оборудования и сложности геометрической формы.
FDM-принтер может использоваться и для цветной печати. Это отдельный тип оснащения с более высокой стоимостью. Оно применяется для создания декоративных или медицинских изделий. Цветная печать может быть разной: принтеры поддерживают от двух оттенков до полного спектра цветовой гаммы.
Совместимые материалы: PLA (полилактид), ABS (акрилонитрил-бутадиен-стирол), PETG (полиэтилентерефталат-гликоль), TPU (термопластичный полиуретан), нейлон (полиамид).
Применение: функциональные прототипы, корпусы электроники, оснастка, несложные запчасти.
Плюсы: доступность оборудования и материалов, простота эксплуатации, изготовление мелких и крупных деталей, возможность цветной печати.
Минусы: неоднородность расплавленного пластика, изменение формы материала после охлаждения, низкая поперечная прочность.
SLA/DLP: фотополимеризация
Основана на затвердевании жидкого полимера с помощью ультрафиолетового лазера (SLA) или цифрового проектора (DLP). В обоих случаях модель формируется послойно, но при DLP процесс происходит быстрее: проектор с микрозеркальной матрицей создает один слой за 1–3 сек.
Совместимые материалы: фотополимерные, гибкие, инженерные, биосовместимые и прозрачные смолы, возможно добавление цветных пигментов.
Применение: визуальные прототипы, изделия для медицины и стоматологии, оптические детали, ювелирные изделия.
Плюсы: водо- и воздухонепроницаемые гладкие детали.
Минусы: хрупкость материала изготовления.

SLS/MJF: селективное лазерное (струйное) спекание
Технология разработана для производства изделий из порошкообразных материалов. Порошок распределяется по камере, затем послойно спекается. Неиспользуемый материал можно применять в следующих циклах печати. SLS/MJF — это высокоточные способы печати, в результате которых получаются детали с прочностью на разрыв до 45–52 МПа и термостойкостью до +120..+180°C.
Совместимые материалы: полиамиды PA11 и PA12 (нейлон), PP (полипропилен), TPU (термопластичный полиуретан).
Применение: детали для автомобильное и аэрокосмической промышленности, медицинские ортезы и протезы.
Плюсы: точность и повторяемость размеров, возможность переработки порошка, подходит для серийного производства.
Минусы: необходимость установки системы фильтрации воздуха в производственном помещении, шероховатая зернистая поверхность (для SLS).
DMLS/SLM: прямое лазерное спекание или плавление металлов
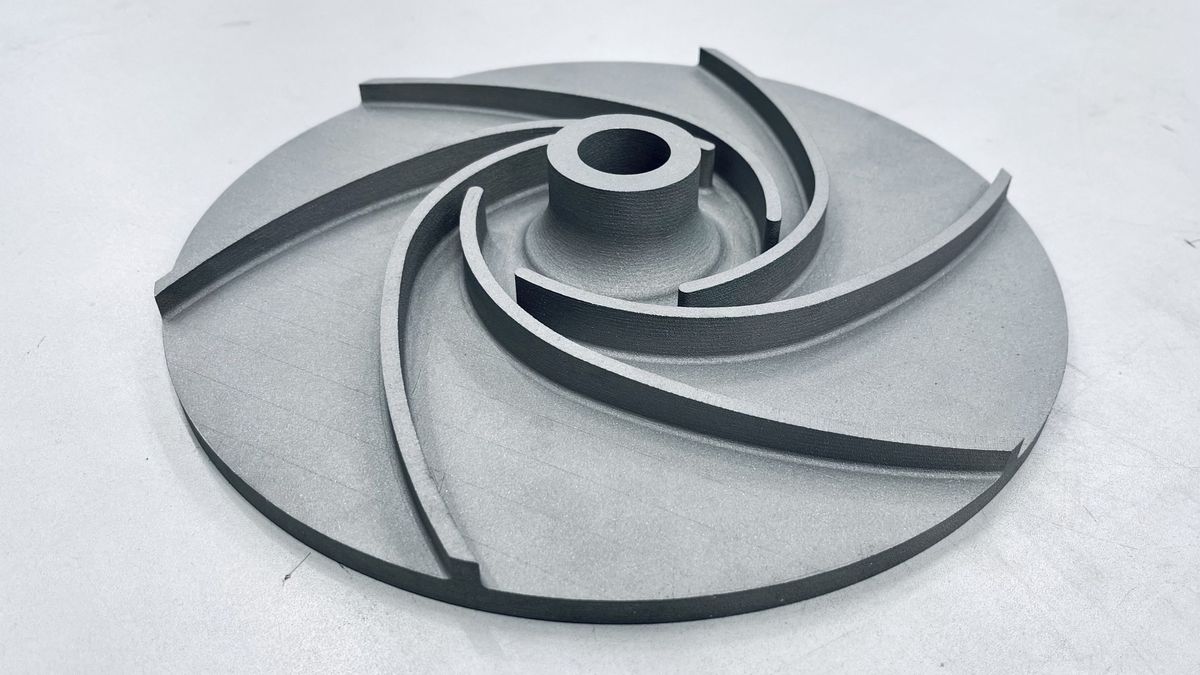
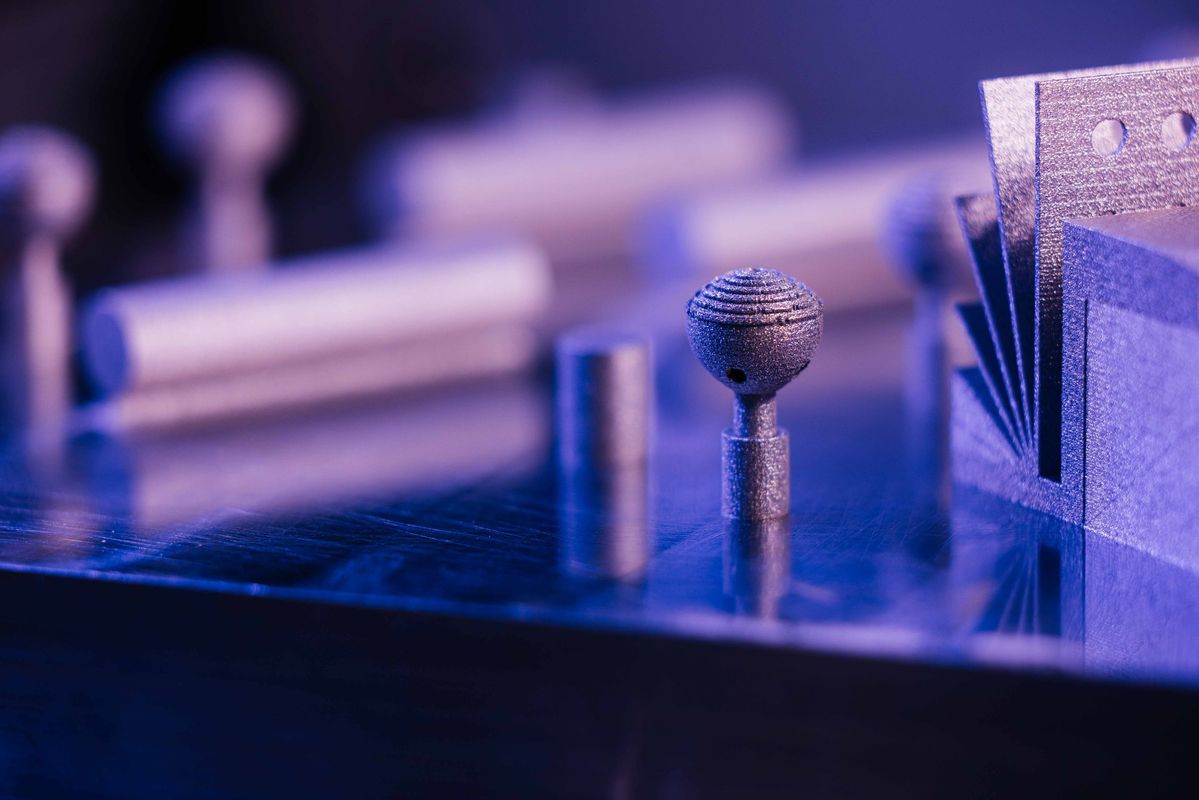
Основной способ производства металлических изделий. Здесь используется мощный лазер для спекания или плавления порошка. При SLM изделие имеет максимальную плотность (99–99,9%) за счет полного расплавления порошка. В результате DMLS частицы спекаются при температуре ниже точки плавления, а плотность готовых изделий составляет 95–98%.
Лазерное сплавление металлических порошков регулируется ГОСТ 59036-2020.
Совместимые материалы: алюминий, титан, нержавеющая сталь, инконель, инструментальная сталь.
Применение: высоконагруженные детали со сложной внутренней геометрией и высокими требования к плотности и механическим свойствам.
Плюсы: более высокая прочность деталей по сравнению с традиционной обработкой.
Минусы: низкая пластичность и высокие остаточные напряжения.
Переработка металлического порошка не бесконечна: каждый цикл печати снижает качество материала из-за окисления и микросварки частиц. Его переиспользование допускается не более 5–10 раз.
BJM: связующая печать
В этой технологии для печати используется жидкое связующее вещество. Оно точечно наносится на слой металлического порошка, а перед окончательным спеканием детали удаляется.
Совместимые материалы: инструментальные и нержавеющие стали, жаропрочные сплавы.
Применение: пресс-формы, оснастка и другие детали для промышленного оборудования с геометрией средней сложности.
Плюсы: отсутствие термических деформаций, подходит для среднесерийного производства.
Минусы: низкая плотность деталей (90–98%), усадка при спекании.
Для серийного производства (сотни и тысячи деталей) ключевыми являются скорость и стабильность процесса. В металле это SLM/DMLS для ответственных деталей, таких как лопатки турбин, где требуется прочность. Binder Jetting (BJM) выигрывает, когда важнее скорость и можно допустить некоторую пористость, например, для оснастки. В пластике для серии идеальны технологии SLS и MJF, которые позволяют печатать целые партии деталей в общем объеме камеры без ручных операций по удалению поддержек.
Для штучных изделий и мелких серий главное — скорость перехода от модели к детали без затрат на оснастку. Здесь лидируют FDM для функциональных пластиковых прототипов и SLA/DLP для моделей с высокой детализацией. Металлические единичные детали сложной геометрии также делают на SLM — это часто дешевле и в разы быстрее, чем вытачивать их из цельной болванки на фрезерном станке с огромными отходами материала.
Ключевые преимущества и экономическое обоснование

Факторы, которые влияют на эффективность внедрения аддитивных печатных технологий. Действительно ли это выгодно?
Снижение временных и финансовых затрат на НИОКР
Если традиционный цикл разработки детали может занимать недели и месяцы, то внедрение 3D-печати сокращает этот процесс до нескольких часов. При этом инженеры обнаруживают конструктивные недостатки и исправляют их еще на этапе прототипирования. Другие плюсы: предприятие быстрее запускает производство, выходит на рынок и сокращает себестоимость детали.
Сверхсложность как стандарт
Детали со сложными внутренними полостями и другой нестандартной геометрией практически невозможно изготовить традиционно. Для 3D-печати таких ограничений нет: здесь форма может быть любой. Кроме того, готовое изделие за счет отсутствия соединений получается цельным и имеет сниженный на 15–40% вес при сохранении заданных механических характеристик. Себестоимость таких деталей будет ниже, чем при традиционном производстве, а эксплуатационные свойства — выше.
Новый самолет A350 XWB компании Airbus оснащен деталями из термопластика ULTEM 9085. Они весят меньше стандартных на 30–55%, используют на 90% меньше сырья и на 90% меньше электроэнергии, при этом обладают требуемой прочностью.
Массовая кастомизация
Аддитивные технологии экономически выгодны для штучных деталей. Это относится к медицинским имплантатам, стоматологическим протезам и сложнейшим деталям машин. 3D-моделирование позволяет подготовить наиболее точную модель, которая идеально соответствует анатомии человека или конструкции оборудования.
Металлообработка — это субтрактивная технология. Специалист берет заготовку металла и удаляет лишнее, пока не получит нужную деталь. Преимущества очевидны: высочайшая точность до микрон, превосходные механические свойства материала, возможность работы с широким спектром металлов и сплавов. Металлообработка незаменима там, где нужны детали, выдерживающие экстремальные нагрузки, температуры и вибрации.
3D-печать — это аддитивная технология. Деталь создается послойно, материал добавляется только там, где он нужен. Ничего не вырезается и не выбрасывается.
Фундаментальная разница заключается в свободе геометрии и экономике сложности. Традиционная металлообработка ограничена доступом инструмента — вы не можете обработать полость внутри детали, к которой физически не добраться. Сложная геометрия означает множество операций, переустановок, специальной оснастки, каждый дополнительный элемент удорожает деталь. В 3D-печати сложность геометрии практически не влияет на стоимость. Напечатать простой кубик или деталь со встроенными каналами охлаждения, решетчатой структурой, внутренними полостями — принтеру все равно.
Логистика и «цифровой склад»
Предприятия классического производства хранят сотни и тысячи готовых деталей. Современная промышленность не нуждается в складе: его заменила виртуальная библиотека 3D-моделей, которые печатают по требованию заказчика. Это сокращает издержки на содержание и обслуживание складских площадей. Исключаются и другие проблемы: устаревание запасов, простой оборудования или его перегруз производством деталей «на будущее».
Эффективное использование материалов и облегчение конструкций
Субтрактивное производство не обходится без отходов: при вытачивании одной детали теряется до 30–70% сырья. Технология 3D-печати создает изделие послойно. В результате материала расходуется ровно столько, сколько нужно, а себестоимость детали снижается. Устранение потерь сырья особенно важно при использовании дорогостоящих металлов, например, титана или инконеля.
Топологическая оптимизация (DfM, DfAM) еще больше сокращает расход материала, облегчая готовую конструкцию. Это особенно важно для авиации, где каждый килограмм металла экономит литры топлива.
Есть задачи, где 3D-печать — единственно верный способ изготовления. Во-первых, это создание деталей с замкнутыми внутренними каналами для охлаждения, гидравлики или аэродинамики, которые физически невозможно получить сверлением. Во-вторых, производство элементов с бионическими решетчатыми структурами для максимального облегчения при сохранении прочности. В-третьих, изготовление узлов из одной детали — замена сборки из десятков деталей одной напечатанной, что радикально сокращает затраты на сборку, логистику и обслуживание. В-четвертых, необходимость индивидуальной подгонки, будь то медицинский имплантат или уникальная оснастка.
Отраслевые кейсы и точки роста

Аддитивные технологии поэтапно трансформируют производство. В аэрокосмической и оборонной промышленности они стали основным инструментом для создания множества деталей — от простых кронштейнов до оптимизированных топливных форсунок и других высоконагруженных компонентов, работающих в экстремальных условиях. Если традиционный подход позволят изготавливать массивные конструкции с множеством сварным швов, то 3D-принтеры сократили количество соединений на 50–80%.
В медицине аддитивное производство повышает уровень персонализации предоставляемых услуг. На 3D-принтерах печатают имплантаты зубов, цветные модели органов и костей с пористой структурой, максимально повторяющие анатомические особенности пациента.
В госпитале Индии появилась лаборатория 3D-печати. С ее помощью создаются индивидуальные имплантаты и анатомически корректные модели медицинских изделий. Оснащение позволит врачам работать с самыми сложными случаями и повышать предсказуемость результатов лечения.
Автомобильная промышленность использует аддитивные технологии для производства оснастки, мелкосерийных деталей для гоночных и концепт-каров, а также для ремонта дорогостоящих компонентов. Традиционная металлообработка здесь неэффективна. Во-первых, она не может применяться для тонких и сложных деталей, которые с легкостью изготавливает 3D-принтер. Во-вторых, быстрая печать детали сокращает простой производства.
Давайте знакомиться
Наш Telegram-канал — это живой блог, где пишет вся команда проекта. У постов есть авторы, и эти авторы будут рады вашим комментариям.
Не остались в стороне энергетика и тяжелая промышленность. Аддитивные технологии здесь служат для производства турбинных лопаток, теплообменников и ремонта критических компонентов. Напечатанные пресс-формы для литья ускоряют цикл охлаждения на 30-40% и снижают дефекты отливок на 70–80%.
Традиционные станки (фрезерные, токарные) работают по принципу вычитания материала. Это дает точность, высокое качество поверхности и большой выбор металлов. Однако такие методы накладывают жесткие геометрические ограничения — невозможно создать закрытые полости или сложные внутренние каналы, а отходы могут достигать 90%.
3D-печать — это добавление материала слой за слоем. Она дает свободу форм (полости, решетки, органические конструкции) и почти нулевые отходы. Компромисс заключается в несколько меньшей точности (±0.1 мм для металла), необходимости постобработки для улучшения поверхности и пока еще ограниченной номенклатуре материалов.
Поэтому на практике выбор прост: если деталь можно эффективно изготовить классически, это часто будет выгоднее. Печать становится оправданной, когда критична сложная геометрия, скорость создания прототипа или объединение нескольких деталей в одну.
Вызовы и барьеры на пути массовой адаптации
На пути внедрения аддитивного производства предприятия сталкиваются с множеством проблем. Первая — это высокая стоимость оборудования и материалов. Ни для кого не секрет, что 3D-печать — это дорого. Один принтер может стоить от нескольких сотен тысяч до десятков миллионов рублей в зависимости от размера рабочей камеры и используемого материала. Дороже всего обходится оснащение для работы с металлическим порошком.
Примеры в цифрах:
- Килограмм порошковой нержавейки для 3D-печати стоит 4000–7000 руб./кг по сравнению с металлом в виде листов или прутков 300–500 руб./кг.
- Если FDM-печать стоит около 15–250 руб./см2, то SLM — 450–1100 руб./см2.
- Деталь размером около 15 см, изготовленная способом DMLS/SLM, стоит до 20–100 тыс. руб.
Аддитивная технология окупается прочностью деталей, минимизацией отходов и высокой скоростью производства.
После производства деталь нужно подготовить к эксплуатации с помощью постобработки. Для этого используется шлифовка, полировка или термообработка. Это требует дополнительного оборудования и новой статьи расходов: на материалы, инструменты, амортизацию и обслуживание оснащения. Постобработка часто удваивает себестоимость готовой детали и усложняет процесс производства. Ее дороговизна связана с отсутствием автоматизации: сложные и мелкие детали часто обрабатывают вручную.
3D-печать медленнее традиционного массового выпуска. Крупные партии по-прежнему изготовить быстрее и дешевле. Аддитивные технологии пока занимают промежуточную нишу между мелкосерийным производством с непомерно дорогой оснасткой и массовым с неконкурируемой скоростью изготовления деталей.
Еще одна проблема — стандартизация и сертификация. На сегодняшний день не существует определенных стандартов. После выпуска детали нового формата ее выход на рынок задерживается до тех пор, пока не подготовят требуемые документы.
На простые втулки можно получить сертификат за несколько недель, а на лопатки турбин или медицинский имплантат — за 2–6 месяцев.
Даже если у предприятия есть все средства для внедрения нового оборудования, то оно не сможет обойти еще одно препятствие: кадровый голод. Инженеры с многолетним опытом привыкли к традиционному оборудованию, а молодое поколение не стремится работать «на заводе». Число специалистов, способных проектировать и моделировать аддитивные детали, практически стремится к нулю. В современных ВУЗах есть курсы по DFAM, но далеко не все студенты идут работать по специальности или действительно умеют применять свои знания на практике.
Взгляд в будущее: тренды и стратегические выводы
В будущем промышленность ждут большие перемены. Появятся гибридные станки, сочетающие элементы 3D-печати и фрезеровки в одной рабочей камере. Это позволит улучшить точность деталей и достичь сложнейшей геометрии, сохранив высокую скорость обработки простых форм. Для изготовления будут применяться композиты, умные и градиентные материалы: они более адаптированы под гибридное производство.
Объем мирового рынка аддитивного производства достиг $19,7 млрд в 2024 году и $21,9 млрд в 2025 году. Ожидается, что к 2028 году оно достигнет $41 млрд. Это свидетельствует о прочном положении аддитивных технологий в промышленности.
Важно понимать, что современное производство идет не по пути замены одной технологии другой, а по пути их комбинации. Металлообработка остается там, где нужна высочайшая точность, прочность и серийность. 3D-печать завоевывает ниши сложной геометрии, единичного производства и быстрого прототипирования. Вопрос не в том, что лучше — вопрос в том, какая технология решает конкретную задачу эффективнее.
Продолжит расцветать интеллектуализация. Цифровые двойники отслеживают параметры работы оборудования в реальном времени, отвечают за устранение узких мест и предупреждают поломки. ИИ создает 3D-модель и проводит ее виртуальные испытания с учетом характеристик материала и оборудования. Цифровые технологии станут основой для организации автономных фабрик, которые почти не будут нуждаться в операторах и смогут отвечать за весь цикл производства.
Производственная сеть станет распределенной. Детали будут печатать возле потребителей на локальных микрофабриках. Это улучшит логистику и сделает цепочку поставок более устойчивой. Больше никаких крупных складов: модели деталей десятилетиями хранятся в виртуальном архиве.
3D-печать — это не замена традиционных технологий, а мощное дополнение. Она становится передовым инструментом для развития бизнеса: от ускорения производства до расширения номенклатуры продукции.
Аддитивное производство — это настоящее современной промышленности. Оно становится целью и конкурентным преимуществом все большего количества предприятий. Переоснащение необязательно должно быть масштабным: оно постепенно вытесняет устаревшие методы металлообработки.По-настоящему эффективное производство — это сочетание 3D-печати и традиционных технологий. Их объединение позволит максимально снизить затраты и в разы расширить компетенции предприятия.